



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Pro/e数控加工后处理技术研究
在CAM系统中,可以通过计算机来生成NC加工刀具运动轨迹,但要获得数控机床能够直接识别的程序代码,还需要将得到的轨迹数据转换成为机床的程序代码,这个过程称为后置处理。
随着现在数控技术的快速发展,数控机床厂家不断推出新的操作平台和控制系统,为了能够更好的适用于各类控制系统,这就要求CAD/CAM软件后置处理具有开放功能和通用性,允许用户在后置处理模块中可以自已进行设定。
Pro/E野火版5.0软件是一款先进的CAD/CAM/CAE一体化软件,它不光能够快捷地创建三维实体模型,本身还提供了完善的数控编程功能,配置了当前世界上知名度较高厂商的后处理文件,如VF8,FANUC,PHILIPS等,并且还携带NC_Peat模块允许用户自己制作一些数控系统和Pro/NC的后处理接口数据文件。本文就是通过以Pro/e软件为例,介绍后处理的设置。
1 准备工作
所使用机床的用户手册,机床原点和各坐标的行程,各轴进给速度、主轴转速范围、机床控制和编程手册、机床准备代码和辅助代码,地址寄存器及其格式、圆弧插补等格式要求。
2 初始配置文件
了解自己的机床和控制系统后,要进行初步配置后处理文件,这里首先选择机床类型如图1,然后按顺序根据提示初始化配置模板、机器识别号和后处理名称即可。

图1 机床类型选择
3 配选文件主要项目和参数设计
3.1 机床类型和设置
这里主要设置机床的属性包括联动轴数、运动代码属性、各轴极限行程等机床关键参数。
选择的机床联动系统的不同,后面设置的机床参数也不一样如图2,具体设置根据提示查阅机床使用手册。
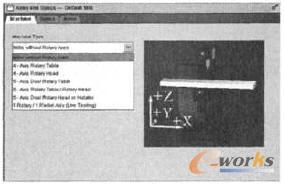
图2 三轴铣床
3.2 定义选配文件格式
这里面包括MCD加工文件格式、列表文件格式、定义程序段标号。一般来说前两项可以使用默认,程序标号可以设置下起始标号和标号增量值,以及程序标号等,如图3。
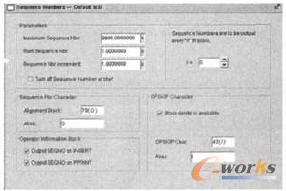
图3 定义程序标号
- 第1页:基于Pro/e数控加工后处理技术研究(1)
- 第2页:定义程序开始和结尾
- 第3页:机床加工代码设置