

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PowerMILL软件的汽车大灯座模具的数控加工技术(二)
文章介绍了利用PowerMILL对汽车大灯座模具进行三维设计造型和数控加工过程,阐述了PowerMILL在加快模具设计速度、提高模具加工效率等方面的重要作用。
(1)粗加工策略设置。
粗加工策略选择三维区域清除工具栏里的偏置区域清除模型的加工策略(列表里的第一个),然后点击接受,出现粗加工策略设置对话框,如图13所示。
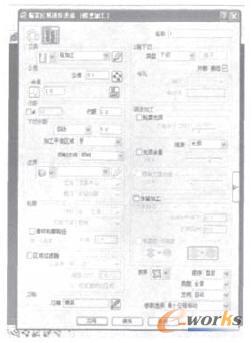
图13 粗加工策略设置对话框
在对话框中,名称输入粗加工,刀具选择已定义过的粗加工刀具,给定公差0.1mm;加工余量给定0.5mm;Z轴下切类型选择斜向,有利于保护刀具,减少对机床的冲击力;行距设为1.0mm,下切步距设为2.5mm,其他参数为默认设置。然后先点击接受,再点击应用,粗加工策略设置完成。产生粗加工刀具路径如图14所示。粗加工模拟仿真如图15所示。
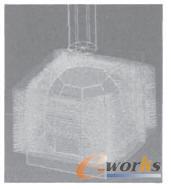
图14 粗加工刀具路径
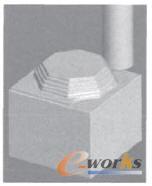
图15 粗加工模拟仿真
采用PowerMILL加工模式加工中,分层加工端铣刀会留有阶梯状刀痕,所以我们一般在初步加工过后采用精加工的加工方式精修曲面和所有边角,以提高所要工件的表面质量。