



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

Cimatron E软件在三维造型和数控铣削中的应用
4 数控加工
该遥控器毛坯尺寸为155mm×65mm×35mm,整体加工高度为35mm,材料为硬铝。整个模型采用Cimatron E5.0软件加工模块进行数控加工,其X、Y定位基准决定选在产品的中央,Z定位基准决定选在遥控器上下盖的结合面上,采用台口钳固定毛坯即可,其加工过程为:先粗加工正面整体外形一精加工正面_粗加工背面整体外形一精加工背面的方式。
4.1 遥控器正面粗加工(WCUT)
使用D10端铣刀,采用3D体积块螺旋加工方式(Volume Milling-sipral Cut-3D), 安全平面(CLEARANCE PL气NE)为50mm处,螺旋角(RampAngle)为5°,加工的最大高度(Z—top)为12mm,加工的最低高度(Z.bottom)为一2mm,切深(Down Step)为2mm,步距(Side Step)为6mm,粗加工余量(Part SurfaceOffset)为0.3mm,加工精度(Pan Surface T01eranc)为0.05mm,铣削方向(MiⅡing Direction)为Climb Milling,切割方向(Cut Direction)为Inside Out,Clean BetweenPassses:Yes,零件是否为开放零件(Open Pan)为NO,主轴转速(SPINDLE_SPEED)为2800转/min,进给速度(CUT_.FEED)为650mIIl/min。使用程序执行(Exetute)功能,加工刀具轨迹如图2所示。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个遥控器的正面外形被铣出,符合工艺的要求。接着进行后置处理(Post),自动产生程序,送至CNC加工中心进行数控加工。
4.2 遥控器正面精加工一(WCUT FINISH)
精加工选用B6球头铣刀,采用曲面铣削(SurfaceMilIing,By Layers)的加工方式,安全平面(CLEARANCE PLANE)为50mm处,加工的最大高度(Z—top)为12mm,加工的最低高度(Z_bottom)为-2mm,切深(Down Step)为0.5mm,粗加工余量(Part SurfaceOffset)为0mm,加工精度(Part Sur陆ee Tolerac)为0.01mm,铣削方向(Milling Direction)为Climb Miuing,切割方向(Cut Direction)为Inside Out,零件是否为开放零件(Open Pan)为NO,主轴转速(SPINDLE—SPEED)为3200转/min,进给速度(CUT_FEED)为450mm/min。使用程序执行(Exetute)功能,加工刀具轨迹如图3所示的外围刀路。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个遥控器的正面外形被铣到位,符合工艺的要求。接着进行后置处理(Post),自动产生程序,送至CNC加工中心进行数控加工。
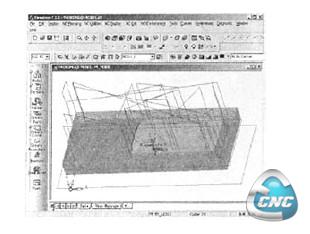
图3精加工正面整体外形
4.3 遥控器正面精加工二(WCUT FlNISH)
精加工选用D4端铣刀,采用曲面铣削(su血ceMilling,By Layers)的加工方式,安全平面(CLEARANCE PIJANE)为50mm处,加工的最大高度(Z—top)为12mm,加工的最低高度(Z-bottom)为一2mm,切深(Down Step)为0.5mm,粗加工余量(P耐Surface Offset)为0mm,加工精度(PaTt SurfaceToleranc)为0.01mm,铣削方向(Milling Direction)为Climb Milling,切割方向(Cut Direction)为Inside Out,零件是否为开放零件(Open Pan)为NO,主轴转速(SPINDLE-SPEED)为3600转/min,进给速度(CUT-FEED)为350mr幽in。使用程序执行(Exetute)功能,加工刀具轨迹如图3所示中间的刀路。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个遥控器的正面中间装透明片处被铣到位。符合工艺的要求。接着进行后置处理(Post),自动产生程序,送至CNC加工中心进行数控加工。
4.4 遥控器正面精加工三(WCUT)
使用D2端铣刀。采用3D体积块螺旋加工方式(Volume Milling—Sipml Cut-3D), 安全平面(CLEARANCE PLANE)为50mm处,螺旋角(RampAngle)为5°,加工的最大高度(Z—t叩)为8mm,加工的最低高度(Z-bonom)为4mm,切深(Down Step)为2mm,步距(side Step)为1.1mm,粗加工余量(Pan SurfaceOffset)为0mm,加工精度(Part Surface Tolemnc)为0.01mm,铣削方向(Mming Direction)为C1imb Milling,切割方向(Cut Direction)为Inside Out,C1ean BetweenPasses:Yes,零件是否为开放零件(Open Part)为NO,主轴转速(SPINDLE_sPEED)为4500转,min,进给速度(CUT-FEED)为200m/min。使用程序执行(Exetute)功能,加工刀具轨迹如图4所示。同时,对加工进行仿真模拟(Simulation)检查和过切检查。遥控器正面中间槽被铣出,符合工艺的要求。接着进行后置处理(Post),自动产生程序,送至CNC加工中心进行数控加工。
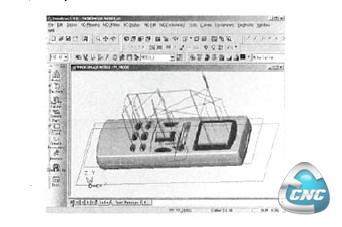
图4精加工正面中间槽
4.5 遥控器背面粗加工(WCUT)
外围使用D12端铣刀。采用3D体积块螺旋加工方式(Volume MilHng—Sipral Cut-3D),安全平面(CLEARANCE PLANE)为50mm处,螺旋角(RampAnde)为5°,加工的最大高度(z—top)为17mm,加工的最低高度(Z_bottom)为一1mm,切深(Down Step)为2mm,步距(Side Step)为7mm,粗加工余量(Part Su血ceOffset)为0.25 mm,加工精度(P砒Sur:face Toleranc)为0.05mm,铣削方向(Milling Direction)为Climb Milling,切割方向(Cut Direction)为Inside Out,C1ean BetweenPasses:Yes,零件是否为开放零件(Open Pan)为NO,主轴转速(SPINDLE—SPEED)为2900转/min,进给速度(CUT-FEED)为550mm/min。使用程序执行(Exetute)功能,加工刀具轨迹如图5所示。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个遥控器的背面外形被铣出,符合工艺的要求。接着进行后置处理(Post),自动产生程序,送至CNC加工中心进行数控加工。
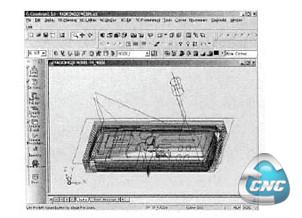
图5粗加工背面整体外形
- 第1页:Cimatron E软件在三维造型和数控铣削中的应用(1)
- 第2页:数控加工
- 第3页:遥控器背面精加工