



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

组合机床专用数控系统的开发(上)
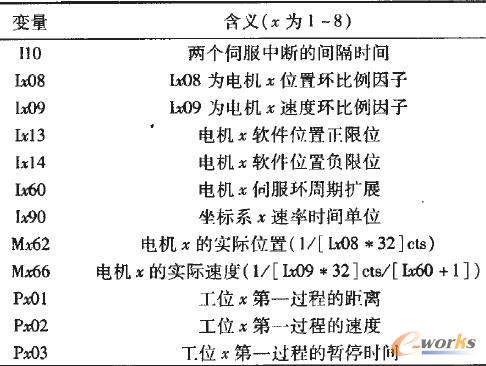
表1 PMAC的一些常用变量
该系统采用PMAC—PCI八轴运动控制卡,工控机为上位机,采用总线方式通讯,以Windows xP操作系统为软件开发平台,采用Visual Basic6.0可视化编程语言和模块化的编程方法为开发工具,建立便于用户操作的友好的人机交互接口界面。在由Delta Tau公司提供的Pcomm32通信函数库及其相应的驱动程序、Pewin32调试程序支持下,调用PMAC的动态链接库Pcomm32.dll,实现对PMAC硬件操作。
在VB中调用Pcommon32通讯函数首先必须在VB中声明函数,如:
Declare Function PmacSelect Lib”Pcomm32.dll”(ByVal hWnd As Long)As Long
Declare Function 0penPmacDevice Lib”Pcomm32.dll”(ByVal pmac As Long)As Long
Declare Function PmacGetResponseA Lib”Peomm32.dll”(ByVal pmae As Long,ByVal response$,ByVal dummy As Integer,ByVal con—string S)As Long
Declare Function ClosePmacDevice Lib”Pcomm32 dll”(ByVal pmac As Long)As Long
利用VB建立的组合机数控系统的主界面如图3。主要显示运行模式、回零状态、报警、命令速度、实际速度、跟随误差,进行机床参数、各工位参数设置,并显示当前加工对应的程序段等。该系统有八个工位,其中有七个工位加工,一个工位用来装卸工件。
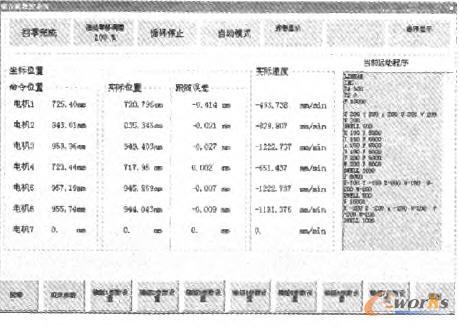
图3 组合机数控系统的主界面
- 上一篇文章:GibbsCAM——典型零件加工CAM软件
- 下一篇文章:GibbsCAM多任务车铣复合加工(MTM)实例讲解