



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于三维造型的收音机上盖注塑模具CAD/CAM
4.6 注塑模具元件的抽取
注塑模具元件的抽取是将有体积无质量的虚拟体积块转变成具有实体的注塑模具组件,顺序点击模具元件→抽取等按钮,选取型芯型腔,点击确定,最终完成的注塑模具型芯型腔如图7所示。
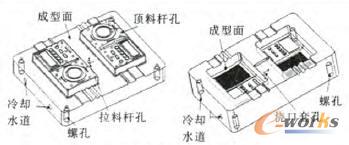
图7 最终完成的模具型芯腔图
4.7 注塑模具浇口和流道的设计
为了减少熔料在型腔内流动,加快注射成型,此模具利用侧浇口、2点进浇的方式。为提高成型注塑件的质量,分流道的断面采用散热量小、充模阻力小、冻结浇口时间长的圆形断面。其设计过程如下:主流道的设计采用旋转切除材料的方法,依次点击特征→型腔组件→流道→导圆角等按钮,完成流道线路的草绘工作,最终生成的浇口和流道如图8所示。
图8 浇口和流道位置
4.8 对注塑模具进行仿真充模
按顺序点击铸模→创建等按钮,将浇铸件的文件名“mold”输入,最后生成浇铸件如图9所示。

图9 模拟仿真浇注件
对注塑模具仿真充模的分析,可以分析分型面、最后生成制件的形状是否符合设计要求、流道的正确性、拆模顺序等内容。
4.9 注塑模具的模拟开模
模拟开模的步骤如下:依次点击模具进料孔→定义间距→定义移动等按钮,选取一条竖直方向棱为模具元件的参考方向,正向为指向外侧的方向,移动距离栏输入值100,最后开模模拟结果如图10所示。

图10 注塑模具模拟开模过程
4.10 注塑模具模座和其他辅助零件的设置
这一部分利用Pro/E中的模具专家系统EMX来完成,依次按EMX4.1→模具基体→组件定义等按钮。在对话框中,单击“载入/保存组件”,选择“Fataba_2p”复选框,类型为“SA_Type”,按确定按钮后载入。取基体尺寸,分别击选B板、U板,输入厚度,止动销选择M16,定模侧定位环选择LRK类型,单击确定按钮完成组件的选择。点击模具基体→装配元件→选择所有对象等按钮,最终的模具总装图如图11所示。

图11 收音机上盖注塑模具总装配图
- 上一篇文章:GibbsCAM 软件提高多任务加工机床的效率
- 下一篇文章:GibbsCAM软件为古老的机器制造零部件