投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM软件编程在车铣复合加工中的应用
2 GibbsCAM编程加工应用
2.1 CAM软件背景
作为一名数控加工工艺与编程的工作人员,程序编制的好坏直接影响着最终零件的形位尺寸及表面粗糙度,编制的程序体现了加工工艺的优化与否,直接影响着数控机床的有效利用率。各种编程软件只是1种工具,具体的加工工艺安排、加工参数的设定及刀具的选择必须人为地去操作设定。随着现代社会的飞速发展,各种CAD/CAM软件的不断出现,很大程度上提高了当前的制造业水平。笔者也曾接触过其他一些编程软件,比如UG、Delcam的PM、MasterCAM、Cimatron E7.0及国产的CAXA制造工程师等软件,可以说各类软件有着各自的优缺点,像3-Axis Mill CAM已经接近于成熟阶段。目前随着多轴联动机床的不断涌现,很多多轴联动编程软件在市场上也不断更新亮相。但对于车铣复合类编程软件相对较少。然而任何软件都必须要针对不同的机床进行机床后置处理的二次开发,因为软件原带的后置乃是一个通用后置,并不能用于所有机床。目前国内许多CAD/CAM软件用户对软件的应用只停留在CAD模块上,对CAM模块的应用效率不高,其中1个非常关键的原因就是没有配备专用的后置处理器,或只配备了通用后置处理器而没有根据数控机床特点进行必要的二次开发,由此生成的代码还需人工做大量的修改,严重影响了CAM模块的应用效果。
2.2 CAM软件期望效果
近几年来,我国数控机床技术有了显著发展,数控机床的数量(包括从国外进口的数控机床)在不断的上升。但我国企业目前数控设备的利用率普遍偏低,数控设备利用率约20%~30%(工业发达国家达60%~80%)、开机率50%~80%(工业发达国家95%)、主轴利用率40%~60%(工业发达国家95%)、加工效率仅达3~5kg/h(为工业发达国家30~50kg/h的1/10)。主要表现为数控机床性能没有完全发挥、多轴单用、数控普用、工艺水平落后等,其中影响我们机床利用率的1个最主要原因就是,机床停机时间太长。
因为现在大多数企业生产车间都是串行的生产模式,如图2所示,这种生产模式从看到图纸一直到工件开始加工都是由工人一人完成,中间的所有动作都是链条式的,只有做完了一步才能接着做下一步,属于分步进行的。

图2 串行生产模式
假如我们利用1款适合于本企业产品零件的CAM软件,加之一些生产政策调整,我们可以利用如图3所示的并行生产模式,这种生产模式把1个工件从图纸到成型的各个过程分布式但同步进行,机床还在加工其他工件时,下一个待加工工件的程序和刀具列表已经输出,装刀工人可以开始准备刀具,校车工可以识别程序准备校车。所有辅助加工过程都是在同时进行,单位时间里就做了比第一种生产模式更多的事情,这种生产模式可以很大程度地提高机床利用效率,让机床只在安装刀具时停止运行。然而该种生产模式需要1个相对较好的CAM软件。笔者认为,目前我们并不能完全脱离手工编程进行计算机编程,因为无论多完美的软件总有某些功能的欠缺。再加之现在的产品逐渐向多品种小批量模式转化,不同的零件特征部位就需要不同的加工策略,任何一款软件不可能做到覆盖所有机械加工类别,所以仍要以计算机编程为主,手工编程为辅,来提高1个机加车间的生产效率。

图3 并行生产模式
2.3 GibbsCAM典型工件编程举例
CAM软件只是1个工具,任何工件的加工都离不开工艺的指导,但是工艺的确定,也必须有一款完美的CAM软件为之辅助,1台好的设计师更需要对工件加工工艺有较强的认知,这样设计出的产品才能保证具有完美的加工流畅性。合理确定数控加工工艺对实现优质、高效、经济的数控加工具有极为重要的作用。其内容包括选择合适的机床、刀具、夹具、走刀路线及切削用量等,只有选择合适的工艺参数及切削策略才能获得理想的加工效果。
2.3.1 典型工件实例
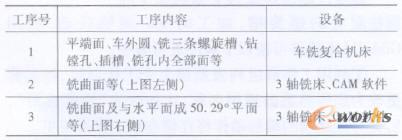
某工件实体图如图4所示。该工件的原始加工方法分为3道工序,见表1。
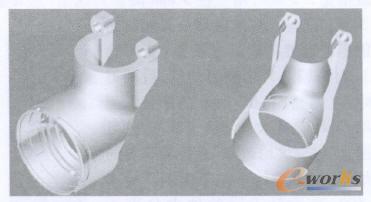
图4 某工件实体图
表1 原始加工方法