



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

手工编程和GibbsCAM 软件编程在复合加工中的应用
精加工采用3mm 切槽刀,转速S1800、进给量F0.04,加工时间为31 秒。具体NC 代码忽略。
2.2 螺旋圆弧槽加工法
用GibbsCAM 软件编程只需控制一条线段就可以编出想要的螺旋槽走刀轨迹,如图4所示:
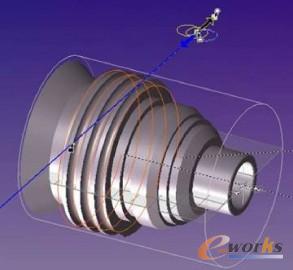
图4 GibbsCAM 缠绕加工螺旋圆弧槽
此处应用GibbsCAM 软件体现出极大的优越性。只需在YZ 面上取一条螺旋线的展开图,然后针对此平面上的直线进行最简单的 2.5 轴编程,并对应应用GibbsCAM 缠绕加工(Rotary Milling)就可以生成预期的加工轨迹(图中红线)。有人可能会质疑说由 CAM 软件生成的G 代码都比较长,而如果机床内存太小,带来加工的不便。然而恰恰相反,针对此螺旋圆弧槽,下面是GibbsCAM 生成的加工G 代码:
G0G 98Y0.Z-55.474
X85.
M5
M23
G19
M51S2500
C-115.607
X84.
G1X76.F100.
X82.567 -86.695C1317.03F111.004
G0X84.
X85.
M16
M9
M55
M98P 1
M1
加工参数S2500,进给量由软件计算生成,比如说你给F80 的进给量,软件通过计算最后输出F111.004的进给量,因为该螺旋槽不是普通螺旋槽(公司的很多零件外壳面上的三条螺旋槽),此处的螺旋槽是一个半径为3mm 的圆弧顺着一条导程为8mm 的螺纹线缠绕在半径100mm 的圆弧面上而组成的螺旋弧槽,比如当加工螺纹时,只给出主轴转速,进给量由数控机床里的脉冲编码器通过对螺距和转速的编译而控制,所以此处加工螺旋弧槽进给量是由软件计算得出,加工时间为12 分44 秒。
3.结语
本文通过针对第三届全国数控大赛的一道试题,讲解了如何应用手工宏程序编制方法,以及应用CAM软件的智能编程方法。两种情况都在现实加工中普遍存在。但随着企业信息化技术的提升,CAM 软件作为数控高效加工的一个平台,结合自身情况有效的利用它,可以极大的简化编程难度,提高生产效率。近些年在铣削加工包括五轴铣削方面的CAM 技术应用越来越成熟,但在复合加工方面,目前还是手工编程居多。希望本文对此领域的加工技术感兴趣的朋友有所裨益。