



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

手工编程和GibbsCAM 软件编程在复合加工中的应用
宏程序为:
#1=1.(刀宽)
#3=81.(大经)
#4=10.(起点Z)
#5=0(起始层次)
#2=[8.-#1]-[0.072*#5](Z 向加工宽度)
N10#6=#4-[#5*0.036](Z 轴偏移)
#3=81.-[#5*0.2](X 轴偏移)
N 20G 0X90.Z#6.
G0X#3
G32Z-10.F8.0(导程8mm)
G0X90.
Z#6
#6=#6-0.2(每一层中Z 轴偏移量减刀宽尺寸)
#2=#2-0.2(每一层中Z 向终点判别)
IF[#2GT0]GOTO20
#6=#4-[8-#1]+[0.036*#5](每一层中Z 轴最终尺寸)
G0X90.Z#6.
G0X#3
G32Z-10.F8.0
G0X90.Z#6
#5=#5+1.(层次加1)
#2=[8.0-#1]-[0.072*#5](下一层加工宽度Z 向)
IF[#2GT3.0]GOTO10(终点判别)
G0X100.
Z0.
M1
宏程序中用到了几个公共变量,按常理说公共变量不会影响到数控机床系统内部设定的系统变量,但我们应该根据现场情况灵活处理,比如说双通道的数控机床(哈挺QTT65、DMG Twin42 等)可能单独运行宏程序模块时会产生报警,因为宏程序变量和系统内部变量发生冲突,这时我们可以做以下更改:打开机床面板-手轮调到编辑模式-可写入打开(把WRITE 参数0 改为1)-搜索到参数6000-把6000 下排的第五位参数改为1;假如我们的机床是单通道的可以无需任何更改直接运行。
2.GibbsCAM 软件编程方法
GibbsCAM 是Cimatron 公司旗下的一款面向零件加工,尤其是车铣复合领域的CAM 加工方案,其最大的特点是界面简洁,易学易用,操作模式和我们的工艺习惯非常一致。
2.1 双曲线特征编程
借助GibbsCAM 加工这种非圆弧曲面会让加工变得轻松简单。软件自动提取出车加工所用轮廓,并应用加工标记,定义想要加工区域的起始点和终止点即可。见图2 所示。注意图3采用的是下刀塔刀具加工(哈挺TT65 双刀塔机床),所以虽然选择加工对象为X 正向,但由它生成的切削轨迹会自动对用到X 负向,以适应下刀塔刀具的加工。
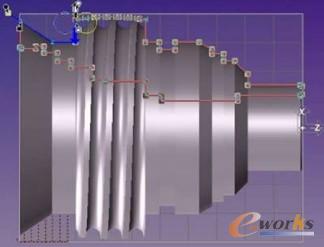
图3 GibbsCAM 切槽粗加工
粗加工-选择宽为3mm 的切槽刀,工程序由计算机自动生成,转速S1200、进给量F0.1,加工时间为34秒。
G0G 99Z -48.31M264
X85.
G1X68.303F.05
G0X85.
Z-50.31
G1X58.1F.1
G0X85.
Z-53.23
G1X 58.1
G0X85.
G0G99Z-87.506M8
G1X63.986F .05
G0X85.
Z-90.341
G1X63.986F .1
G0X85.
Z-93.175
G1X 63.986
G0X85.
Z-95.8
G1X 67.488
G0X85.
Z-98.424
G1X70.991
G0X85.
Z-101.049
G1X74.493
G0X85.
Z-103.673
G1X77.995
G0X85.
Z-106.298
G1X81.498
G0X85.
G97S 2000
G0G99Z-87.456M8
G1X85.004F .04
X63.886
Z-93.225
X86.528Z -110.192
G0X85.
M9
M5
M98P1(回安全换刀点)
M1