



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子840D加工中心换刀程序解析
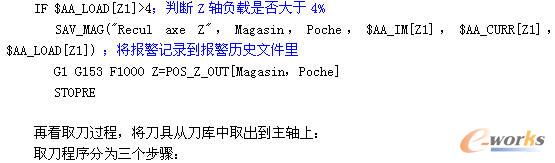
首先程序自动计算出刀库对应刀号的Q轴坐标值 POS=(POC-1)×12.2+39.7;然后XY两个轴快速运动到接近点,Z轴快速运动到换刀点;接着XY轴快速运动到进入点;等待主轴停止后, XY轴运动到换刀点;这是主轴已经把刀具放入刀夹当中,主轴松开刀具然后Z轴快速后退5毫米。在主轴后退过程中利用下面程序来判断Z轴的负载是否大于最大负载的4%,如果负载超过4%立即报警,并将报警记录到报警历史文件里面。
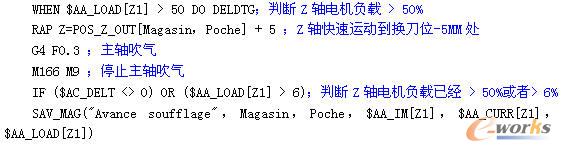
第一步:Z轴趋近。这个过程中Z轴移动到换刀位置+27mm处,同时监控Z轴负载,如果大于6%立即出现报警,程序如下:

第二步:Z轴靠近吹气。这个过程中Z轴移动到换刀位置+5mm处,同时监控Z轴负载,如果大于50%立即出现报警,程序如下:
第三步:取刀。Z轴移动到换刀位置处、刀具夹紧、主轴旋转,然后离开刀库,取刀过程结束。
由以上分析可以看出COMAU加工中心整个换刀过程包括还刀、取刀都有碰撞监控,程序中利用系统变量:$AA_LOAD[Z1]来读取Z轴运动过程中的负载大小,若监控负载与正常情况偏差较大,则表明运动过程中有机械碰撞发生,这种通过系统变量来监控碰撞的方法非常独特,巧妙的应用了西门子数控的这种特殊功能,在机床行业处于领先水平。
6.结束语
通过对COMAU加工中心换刀程序的解析,我们对换刀程序进行了优化,使机床抓刀之前利用主轴冷却对刀具刀柄进行冲屑,解决了缸盖钢球孔加工大的质量问题,目前已经运用在襄樊工厂缸盖L3线、L5线的设备上。我们还针对加工中心盘式刀库编制了刀库示教标准作业指导书,大大缩短了刀库、换刀故障的处理时间。COMAU加工中心目前在神龙公司襄樊工厂发动机一分厂、二分厂、变速箱分厂都有广泛应用,工厂一共五十余台,其独特的自动换刀系统还有待我们继续开发应用。
- 上一篇文章:内孔件车削步骤选择要点
- 下一篇文章:数控车床加工零件的检测