



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

NX CAM在五轴定位加工中的应用
一、五轴联动加工与五轴定位加工的特点与差异
五轴联动加工与五轴定位加工适用的行业对象不同,联动加工适合曲面加 工,定位加工适合于平面加工,我厂为 机械厂,故本文介绍后一种方法。表1为两者的区别。
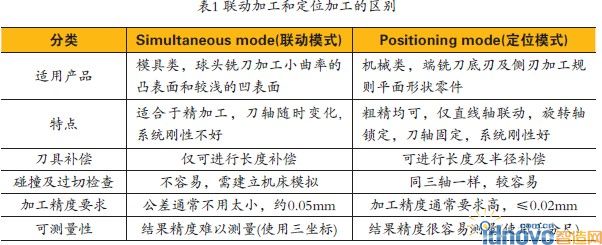
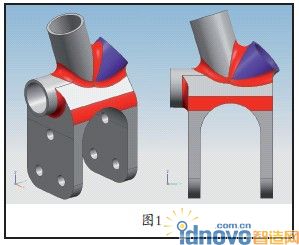
图1为我单位某工件,图中除红色 面(圆角面)必须用五轴联动外,其余部位均可使用定位加工实现。
二、五轴定位加工手工编程与电脑编程的特点与差异
一直以来,我厂五轴机床并未发挥其应有的性能,开始时作三轴使 用,后来虽使用了五轴功能,但处于手工作业(简称“手工五轴编程”)的方 式:加工前由程序员告知操作者机床刀 轴的角度,操作者根据此角度在机床中 手动设置B C 轴,然后在工件上对刀, 使其与编程的坐标系一致,再调用程序加工,亦即手工作旋转轴定位动作,然 后以三轴方式加工。由于此方式涉及手 工计算B C 轴旋转角度,故计算容易失 误,增加多余劳动,加工工位多时,效 率低下。且对稍复杂零件如图1当中的 蓝色圆柱面(及孔),虽能计算出圆柱轴线的旋转轴定位角度但却无法在加工 方向上对刀加工。
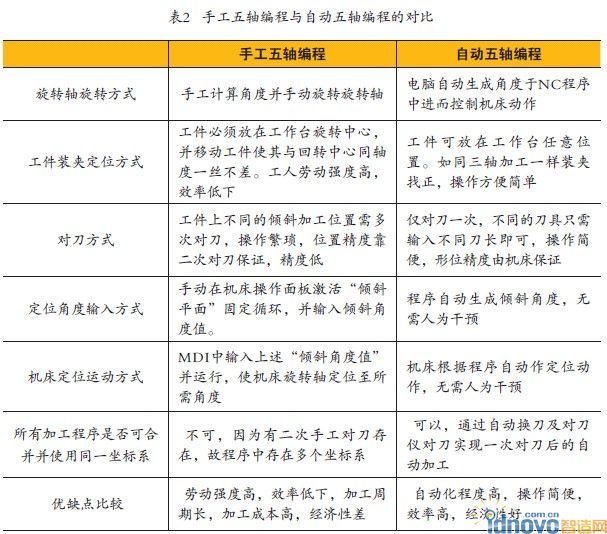
在实用化的五轴定位加工中,上述旋转轴BC的旋转角度、定位位置数值均由电脑通过指定局部坐标系并 由后处理生成的(简称“自动五轴编 程”),编程员只需在编程时设置不同待加工部位的局部坐标系,在此坐标系 下以普通三轴方式编程即可。由此,编 程员只需校核实体模型的正确和准确与 否,至于机床如何旋转与定位,便变得 与编程无关,亦与操作者无关。表2所 示为“手工五轴编程”与“自动五轴编程”的对比。
三、NX CAM在“支架”定 位加工中的实现
“支架”产品如图2所示:要求一次装夹加工完成除总长外全部特征。加工坐标系G54原点位于工件上表面圆心处。其中+X 指向凸耳方向,+Y 指向工件后方,+Z 向上。操作者以此坐标系对刀。
1.工艺规划
此工件已精车完成外形,铣加工部分可在一次装夹中全部完成,其中四个径向槽、Φ 1.5光孔(图中最小孔)及凸耳根部的清根(图中红色线处)需使用5轴定位功能,其余均可使用3轴功能完成。因本文讨论五轴定位功能,故以图中红色线处的清根加工为例说明。
2.五轴定位加工的原理
五轴定位加工的原理实质上就是三轴功能在特定角度(即“定位”)上的实现,简单地说,就是当机床转了角 度以后,还是以普通三轴的方式进行加工,因此三轴应用上的特性均可在五轴 定位加工上重复使用,其实现的方法是 通过对坐标系的旋转和平移。结合图例 来说,即由图2 的对刀坐标系G 54(又 称“主坐标系”)转变为如图3所示的 加工(编程)坐标系(又称“局部坐标 系”,原点位于Φ 1.5孔圆心,+X 仍指向 凸耳方向,+Y 变为指向工件上方,+Z 变 为指向工件前方),上述步骤的意义和 目的在于:主坐标系G 54沿用普通三轴对 刀方式,对机床操作者无任何其他额外 要求;局部坐标系与操作者无关,它只用来生成控制机床BC 轴旋转定位的坐标值,B C 轴依此坐标值并通过840D系统的 R T C P功能(即T R A O R I指令)自动跟踪至 新的坐标位置。当然,旋转轴的旋转角 度需经由后处理正确计算出来。
对于840D系统的程序格式而言,旋 转指令为ROT和AROT,平移指令为TRANS 和ATRANS,需要注意的是,ROT和TRANS 指令均为替换指令,其后再次平移或旋 转需使用附加指令。
3.运用NX CAM编程

以图3为例一步一步说明如何实现NX 的定位加工编程。
- 上一篇文章:Infor:推动企业转型、承担IT使命
- 下一篇文章:Delcam 高速高效五轴及自适应加工技术