



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

中车时代电动全面打造新能源客车智能化工厂
(7)系统模块组成
①工艺流程模块
为进一步细化车间管理,结合ERP系统功能,在工艺路线的制定上,对新车型的工艺路线进行了细化。将工艺操作说明内容维护到ERP系统中的长文本字段中,针对原工艺路线中存在分装情况的工序配置了并行工序,实现同一订单,组装和分装同步进行的生产模式。MES系统通过接口程序,获取长文本内容指导车间操作,操作工在MES终端按工序报工。同时兼顾ERP系统的整体性和稳定性,在ERP系统中保持原来的工作中心,增加临时工单和小件自制订单用的小件自制工作中心。另外,在MES系统开发图纸查看链接功能,实现操作工直接在现场可以查看电子图纸。取消纸质图纸打印和下发的流程。
②生产计划模块
在ERP计划指导下,MES系统紧密结合车间的人员、设备、物料等实时情况,对计划进行分解和优化排产,制定出详细、均衡和优化的作业计划,并下达进行生产线执行。同时,通过制订计划和监督计划的执行,与物料、生产等模块交互。
作业计划编制。根据ERP生产订单,分别编制装配生产线和加工生产线的日班次作业计划,通过能力平衡合理安排各条生产线的在制品数量,实现均衡投产。主要功能包括ERP生产订单接收、生产线作业计划分解、批次合并/拆分、批次作业排序、缓冲区流量预估、作业计划分发下达、作业计划统计等。
业计划下达与调度。包括下达备料及物料配送指令,生产作业指令下达,支持计划取消、计划调整等生产计划的临时调整,现场呼叫管理等。
③车间管理模块
受车间环境和操作工水平的限制,简化现场系统操作,所有操作以刷卡方式实现。操作工开工时,先进行设备点检,并在系统中进行点检结果录入操作。然后根据所流转到本道工序上的车的产品批次卡,在系统中刷卡取的工作任务,进行组装工作。待组装完成,对本台车进行刷卡报工,转到下道工序,同时获取下一台车的工作任务。
④全面质量管理与追溯
质量管理主要包括三个层面,操作上涉及互检、自检、专检、巡检和终检。第一个层面是操作工在收到上道工序流转下来的车时,先进行互检,若发现质量问题可当场退回给上道工序返工,以保证不收不良品。第二个层面是自检和巡检,即组装过程中进行质量检验,发现问题马上修正,从而做到不做不良品。第三个层面是专检,在关键控制点上设置专检项,必须通过检验并合格,才可以进行转序,以保证不交不良品。而在车子下线后,必须进行整台车质量问题全面检验,方可进行入库发车。
可以根据车间现场实时的质量信息,跟踪和分析产品加工和装配过程的质量,以保证产品的质量控制。
依据生产过程中采集到的实时数据,可准确、及时的对质量进行监控,尽可能早的发现加工装配质量问题,及时向现场人员报警;发生质量问题时,可追溯到设备所用零部件的批次及相关责任人员信息。
根据加工装配过程的历史记录,可进行计算辅助质量分析,找出影响产品质量的原因,进行装配过程的改进;
实现产品与其试车性能数据的集成,并对设备整机性能进行分析;
废品管理。发生废品时,记录废品物料数量、原因及操作人员信息;
⑤装配作业管理
装配管控功能:需实现正向管理与反向追溯,对整车或关键件进行现场实时管理与事后全面追溯,做到各个物料与工位上信息的全面覆盖(5M1E、5W2H),对装配现场的每道工序进行操作步骤和用料管理,全面实现标准作业和物料监控。
变化点管理:根据ERP中BOM和工艺路线标准,设置每批车的装配工序和用料情况,一旦出现与标准不一致的现象,即需停线处理,待异常解决后再开工。
⑥物流管理模块
收货环节,仓管员接到供应商的送货清单,MES系统通过接口自动生成“来料送检单”,并通知质量管理部,质检员检验后刷卡确认,自动过账到ERP系统。
对于配送料的发料,根据生产计划员生产订单下达情况,MES系统通过接口程序自动获取订单所需配送物料清单,生成生产领料单。仓管员根据生产领料单,按生产节拍和物料数量,拣配物料,并绑定物料卡。配送员将物料车配送到相应工序库,工序库责任人、操作工等检查物料与配送员刷卡交接,然后MES通过接口完成SAP自动过账生成SAP出库单,配送员回收物料卡和物料车。
而对于反冲料和散装料的发料,车间查看工序库看板,发现有反冲、散装料领用需求,则在MES终端上选择看板、库位、物料并填写需求量提交。若为反冲料,则自动生成物料调拨单;若为散装料,则自动生成发料出库单,向对应的成本中心发料。
对于在产品的跟踪,每台车绑定一张卡,记录生产过程中所有用料情况、工序流转、质量缺陷、工时统计、完工下线、异常处理等信息。在总装下线时,通过远距离读卡器,自动刷卡收集到MES系统,然后通过触摸显示屏展现出来。
整个MES物流体系,取消纸质来料报检、入库单、生产领料单、调拨单,全部实现电子化表单流转;简化人工报检、打单环节,实现现场操作刷卡即时过账。此方案优化了人力资源,加强了公司物料配送的精准度,加快了物料流转速度,为提高公司库存周转率提供了有力的支撑。
⑦设备管理
通过对设备的使用、日常维护、检修、运行与报表统计分析的全面管理,提高设备妥善率,为合理利用设备产能,编制工序作业计划,保证生产运行通畅发挥着重要的保障作用。设备管理的主要功能包括:设备档案管理、设备定检计划管理、设备维修管理、设备状态实时监控、设备故障与事故管理、设备OEE分析、工装夹具管理。重点内容如下:
生产设备运维管理,实现TPM管理、点巡检管理、设备标准文档管理等内容。系统在实现运维流程管理的基础上能够进行多种维修KPI分析,比如故障停机率、平均故障间隔期等,在设备维护策略、高效安全运行等方面提供数据支撑。
关键设备状态监测与分析,重点针对生产线中的关键设备,建设设备状态监测和分析系统,掌握其关键零部件运行状态,合理安排保养和维修备品备件,对于降低企业维修成本和维修资金占用。
测试台架状态监测与分析,试车台架是执行新能源客车出厂试验的关键设备,针对测试台架,建设测试台架状态监测与分析系统,掌握测试台架运行状态。
⑧生产过程跟踪
通过监视产品在任意时刻的位置和状态来获取每一个产品的历史纪录,该记录向用户提供产品组及每个最终产品使用情况的可追溯性。
在制品管理。根据备料、计划执行和成品下线等信息,实现车间在制品的跟踪和统计管理;
产品档案管理。为每个上线的产品建立出生档案,综合利用生产过程数据、物料的消耗、性能检测数据等信息,在进行数据整合和分析的基础上,建立每辆客车全过程的历史档案。
⑨异常报障
MES系统对异常从六个方面进行了分类,包括:物料、设备、质量、工艺、技术、其他,并在每一列下进行了细分。为了各级人员及时响应异常问题,并到现场解决,系统采用四级响应机制。
现场操作工申报故障时,通过手机短信平台即时发出短信给第一级响应者,即异常责任人和生产管理基层人员,要求其在十五分钟内到现场签到。否则,短信上发给第一级响应者的直接主管,若短信发出半小时后仍无人签到,则继续发部门负责人。而在申报发送短信开始两小时内仍无人到现场签到,则短信平台将发送给异常类型对应的分管领导。
处理人员一旦接到短信提示需在第一时间内赶到现场,并在MES系统中刷卡签到,启动处理程序。处理完成后,刷卡关闭问题,并经现场人员刷卡确认关闭。系统将记录每一步操作的延续时长,可按异常次数和异常持续时间进行柏拉图显示,每月分析异常处理对生产造成的影响。
⑩基础数据管理
物料主数据管理:对产品、半成品、原材料进行分类管理,定义和维护生成单品物料唯一标示(条码/RFID)的编码规则。
生产线基础数据管理:工段、工位、在制品料位、工班、人员等基础信息和编码管理。
工艺数据管理:建立和维护产品加工和装配的制造BOM、工艺路线所需要的各种基础信息。
(8)MES系统与PLM、ERP系统集成
车间MES位于企业ERP、PLM系统和底层设备之间,在经营计划管理层与底层控制之间架起了一座桥梁,填补了两者之间的空隙。一方面,MES可以对来自ERP软件的生产管理信息进行细化、分解,将来自计划层操作指令传递给底层控制层;另一方面,MES可以采集设备、仪表的状态数据,以实时监控底层设备的运行状态,再经过分析、计算与处理,从而方便、可靠地将控制系统与信息系统整合在一起,并将生产状况及时反馈给计划层。MES与ERP、PLM的信息接口主要包括:
与ERP管理系统的接口:生产计划及执行信息、物料配送计划及执行信息;
与PLM系统的接口:产品及工艺设计信息、产品质量标准信息;
与采集终端的接口:在制品物流信息;
与自动化设备的接口:设备工艺信息;
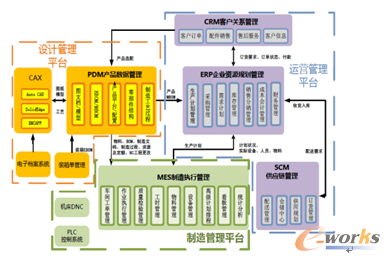
图8 车间MES集成
4.效益分析
(1) 通过建设和完善产品设计(CAD)、产品生命周期管理(PLM)、企业资源计划(ERP)、车间制造执行系统(MES),实现企业从设计、工艺到管理、制造、物流等全生命周期环节的集成优化,全面提升企业的资源配置优化、生产管理精细化和智能决策科学化水平。
(2)通过PLM的拓展和深化实施与应用,缩短新产品工艺研发周期,实现关键制造过程的优化,综合运用机械产品智能化设计技术,打通产品设计、工艺、制造过程,缩短新产品研制周期20%以上。通过历史批次车变化点数据,进行标准化、模块化定义,促进设计周期从4天,减至3天左右。
(3)通过对涂装、焊接和装配生产线的工序节拍化、智能化改造,实现生产线的智能、协调运作和集成管控,提高生产效率,实现多品种新能源客车的均衡化混流生产和装配,生产效率提高20%以上,降低不良品率20%以上,运营成本降低20%以上。

图9 时代电动智能工厂体系
- 上一篇文章:智能制造信息化助力美的打造武汉智能工厂
- 下一篇文章:万和引进MES系统 开启厨卫智造新篇章