



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控高速加工 高效生产的强力引擎
六、数控高速加工刀具

图3数控高速加工刀具与刀柄
1.对刀具材料要求
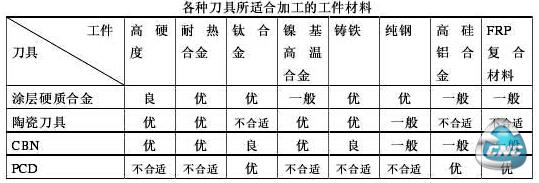
在数控高速加工中刀具磨损的比普通的要高得多,因此高速加工使用的刀具材料有很大的不同,刀具材料是实现高速加工的关键。高速加工刀具材料主要有硬质合金、涂层刀具、金属陶瓷、陶瓷、立方氮化硼和金刚石刀具。它们各有优点,适合不同的工件材料和不同的切削速度范围。刀具材料和工件材料副之间有一个适配性问题,不存在一种万能刀具材料可适用于所有工件材料的高速加工。高速加工数控刀具材料必须根据所加工的工件材料和加工性质来选择。一般而言,陶瓷刀具、涂层刀具及CBN刀具适合于加工钢铁等黑色金属的高速加工;PCD刀具适合于对铝、镁、铜等有色金属高速加工。表中列出了上述刀具材料所适合加工的一些工件材料。
2.对刀具参数的要求
高速加工对刀具的集合角度和传统刀具有对应关系,选择合适的刀具参数,除了使刀具的切削刃保持锋利和足够的强度外,很重要的目的是能形成够厚的切削,使切屑成为切削过程的散热片。切削速度越高,产生的热量越多。所以在高速加工中很关键的问题是要想办法把切削热尽可能多地传给切屑,并利用高速切离的切屑把切屑热带走。在高速加工中刀具的合理几何参数依据加工材料的不同而不同,几何参数所起的重要作用的程度也不同。
3.对刀具结构的要求
高速加工刀具系统是有装夹刀柄和刀具所组成完整的刀具系统。刀具系统提供的装夹刀柄与机床接口相配,刀具直接加工被加工零件。在高速加工过程中随着主轴的转速提高,对刀具系统与机床接口的连接刚度、精度以及刀柄对刀具的夹持精度等都提出了很高的要求。
为了克服传统刀柄仅仅依靠锥面定位导致的不利影响,一些科研机构和刀具制造商研究开发了一种能使刀柄在主轴内孔锥面和端面同时定位的新型连接方式—两面约束过定位夹持系统。该系统具有很高的接触刚度和重复定位精度,夹紧可靠。目前,短锥柄的两面约束刀柄主要有HSK、KM、NT、BIG-PLUS等几种。
- 第1页:数控高速加工 高效生产的强力引擎(1)
- 第2页:数控高速加工的由来
- 第3页:数控高速加工特点
- 第4页:解析数控高速加工机床
- 第5页:数控高速加工系统
- 第6页:数控高速加工刀具
- 第7页:数控高速加工工艺
- 第8页:数控高速加工应用及发展趋势
- 上一篇文章:工业4.0大潮下的冷思考
- 下一篇文章:中国企业别急着学德国工业4.0!