



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

一种特殊结构的五轴数控机床的后置处理算法与软件实现
三、后置处理程序的实现与应用
后置处理的主要内容包括:数控指令的输出、格式转换输出和机床运动学求解处理等方面的内容。其中,数控系统控制指令的输出涉及到机床种类、机床配置、机床的定位、插补、主轴、进给、暂停、冷却、刀具补偿、固定循环、程序头尾输出等方面的控制;格式转换输出包括数据类型转换、字符串处理和输出地址字符等方面的内容;运动学算法处理即后置处理算法设计,主要针对多坐标加工时的坐标转换、机床运动学定义、跨象限处理和进给速度控制等几何运动变换计算。
后置处理过程原则上是解释执行,即每读出刀位数据文件中的一个完整的记录行,就根据所选机床进行坐标变换或文件代码转换,生成一个完整的数控程序段,并写到数控程序文件中,直到刀位数据文件结束。采用面向对象技术,建立了记录刀位文件信息的数据结构和处理格式转换输出的方法,从而实现了后置处理系统,后置处理流程如图3所示。
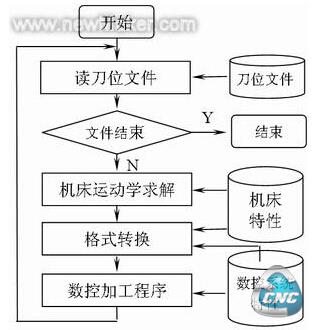
图3 后置处理流程
后置处理程序由6个模块组成:刀位文件读入、后置参数设置、后置方式判断、数据转换、加工程序输出和数据显示模块组成。其中,后置处理方式判断模块,实现对刀位文件是何种加工方式的判断;刀位文件读入模块则要根据刀位文件的特性,逐条读入刀轨中刀具中心的坐标值和刀轴向量值,以及刀位文件中所包含的其他信息;数据转换模块实现了后置处理算法中的角度计算以及必要的直线坐标值的计算。
基于面向对象的技术,使得我们在增加新的多轴后置处理系统时,只要对其中的数据转换模块进行变化,即可实现了多台多轴数控机床的后置处理的快速建立,实现了代码重用性。图4给出了采用该后置处理系统在DMU200P数控机床上进行的应用,在窗口左侧显示的是刀位文件,右侧显示的是经过后置处理的NC数据文件。
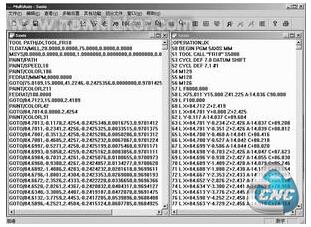
图4 后置处理系统应用
四、结论
(1) 本文围绕一种运动形式复杂的五轴数控机床的后置处理,进行了较为详细的运动学算法论述,并且实现了该机床的五轴后置处理的程序。在该设备上的应用表明,采用该方法实现的后置处理系统是可靠有效的。
(2) 采用面向对象技术实现的后置处理系统,能够满足工厂新增设备多轴后置处理系统的快速配置开发。
- 上一篇文章:伺服中走丝线切割机的伺服电机如何抗干扰
- 下一篇文章:汽车覆盖件模具数控加工关键技术