



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

航空发动机机匣五轴插铣数控加工技术
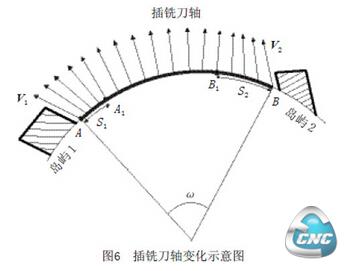
由于端点A、B处受岛屿凸台干涉影响,A、B处以凸台平面法向作为插铣刀轴,为保证该切削段插铣加工时刀轴均匀变化,应对刀轴矢量进行调整。在切削段头尾各取一刀轴调整区间AA1、BB1,在区间内对刀轴进行调整使刀轴变化均匀。该切削段刀轴计算方法如下。
(1)计算切削段两端点A、B处单位化刀轴矢量V1 (沿岛屿凸台1平面法向)、V2 (沿岛屿凸台2平面法向),及该点沿轮毂面法矢单位化矢量N1、N2,计算AB夹角ω及AB弧长 S = ω×RC,其中 ω为AB夹角,RC为圆弧半径。
(2)计算预调整区间AA1、BB1弧长S1 =—V1 -N1—/Λ、S2 =—V2 -N2—/Λ,其中Λ为单位弧长刀轴变化量,根据加工参数预先设定。
(3)若S≥S1 + S2,则切削段两端各取一段刀轴调整区间,位于该区间外的刀轴取刀位点处轮毂面法向,此时与端点A呈顺时针角度φ(0≤φ≤ω)处的刀位点C处刀轴矢量VC为:
当0≤Sc(φ)≤S1时,VC= (V1-N1) ×M(φ)(S1-Sc(φ))/S1+N1×M(φ);当S1≤Sc(φ)≤S-S2时,Vc=N1×M(φ);当S-S2≤Sc(φ)≤S时,Vc=(V2-N2)×M(φ-ω)(S2-S+Sc(φ))/S2+N1×M(φ)。
其中表示AC弧长,M(χ)表示过圆弧AB圆心绕回转轴(Y轴)顺时针旋转角度x的旋转变换矩阵:
M(χ)=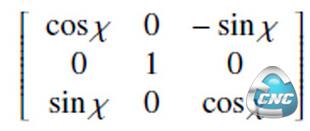
(4)若S < S1 + S2,则整个切削段 AB为刀轴调整区间,则与起点成角度φ处的刀位点C 处刀轴矢量VC=(V1-N1)((S-Sc(φ))×M(φ)+(V2-N2)Sc(φ)×M(φ-ω))/S+N1×M(φ),其中0≤≤S。
图6为利用该方法计算求取的某插铣切削段刀轴变化示意图。
2刀轴干涉判断与处理方法
对机匣插铣刀位点的初始刀轴计算后,为保证加工过程中刀具与零件不发生碰撞,应与加工特征中内、外岛屿{I}与{J}进行干涉判断,由于岛屿凸台形状简单,可通过快速干涉判断并根据干涉判断结果对刀轴矢量进行调整,从而提高计算效率。
2.1 岛屿凸台预定义
岛屿凸台一般由若干直线与圆弧组成的封闭曲线集沿某固定方向拉伸而成,在进行判断干涉之前,需要对凸台进行预定义。以插铣加工区域中的第i个岛屿凸台为例对其进行预定义(图7),步骤如下。
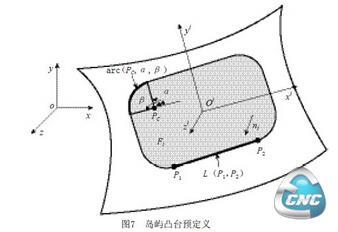
(1)提取岛屿凸台上表面Fi及其法向ni;
(2)以Fi所在平面为XOY面,凸台面中心为原点,ni为Z轴建立局部坐标系oixiyizi,其中X、Y轴方向可根据笛卡尔坐标系右手定则任意确定,计算该局部坐标系与全局坐标系oxyz 之间的映射关系;
(3)在凸台表面边界上提取所有直线在局部坐标系oixiyizi下的端点坐标X、Y,构成直线数列{L(P1, P2)};
(4)提取凸台表面边界上所有圆弧在局部坐标系oixiyizi下圆心坐标PC、圆弧起始角α、终止角β,构成圆弧数列{arc(PC,α,β)} 。
重复上述步骤,将插铣加工时涉及到的所有内外岛屿凸台进行预定义,获取其局部坐标系、直线数列和圆弧数列。
- 上一篇文章:离心压气机叶轮高精度五轴数控加工技术研究
- 下一篇文章:电火花铣削加工智能化数控系统开发