



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

航空发动机机匣五轴插铣数控加工技术
机匣插铣加工路径规划
针对机匣这类多岛屿复杂结构件可采用行切与环切相结合的方式进行插铣加工。为最大限度地去除毛坯,应在内岛屿 周围以凸台平面法向为刀轴矢量环凸台插铣走刀;而对凸台以外的区域,采用等高行切法可改善插铣加工时因加工深度不同引起的刀具磨损加剧,提高加工效率,降低加工成本。
1加工走刀路径
如图4所示,插铣加工走刀路线求取步骤如下。
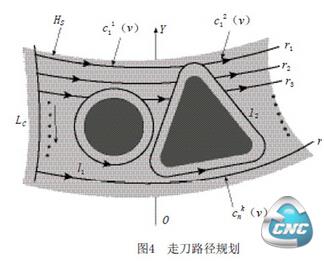
(1)计算加工区域轮毂面HS处回转母线弧长LC,根据插铣加工参数及LC大小在轮毂上沿回转轴(Y轴)方向按等弧长提取n条等参线ci (v),其中1≤i≤n,0≤u、v≤1。由于轮毂面为回转面,故ci (v)为圆弧。
(2)分别将岛屿凸台平面边界向外偏置距离D (D=刀具半径r+凸台侧边加工余量Δ)得到曲线Coff,将曲线Coff沿该岛屿凸台表面法向向轮毂面投影,得到封闭曲线lj,其中1≤j≤N,N为凸台个数。
(3)利用曲线求交算法,分别求取圆弧ci (v)位于封闭曲线列{lj}之外的部分得到离散曲线组{}即为第i行等高行切走刀线(1≤k ≤Ki, Ki为第i行走刀线段个数)。
曲线组列{{}}(1≤i≤n)与曲线组{lj}( 1≤j≤N)即为插铣走刀路径,首先分别沿曲线组{}等高插铣加工,然后分别沿曲线列lj绕凸台插铣加工。
2刀位点选取
插铣加工过程中,加工步距对加工效率和表面加工质量具有重要的影响:若加工步距过大,会导致加工残留量过大甚至出现相邻插铣刀位点之间留有未加工残留毛料的情况;若加工步距过小,加工效率下降,因此应该选择合适的步距参数。固定轴插铣加工中步距确定比较简单,只需取相邻刀轴线距离即可;而在多坐标插铣加工中,由于相邻两切削力轴方向不同,其步距随切削深度的变化而变化,通常需取相邻插铣行在有效切削区域刀轴线距离最大值作为加工步距。
机匣插铣加工中,岛屿凸台周边采用固定轴环切法插铣加工,故刀数与刀位点的选取可根据预设步距值及走刀线弧长确定。而对其他区域等高行切插铣加工时应使插铣刀轴变化均匀,并根据相邻插铣步刀轴变化情况确定其插铣加工位置以选取刀位点以提高加工效率。
插铣刀轴计算
1初始刀轴计算
根据上一节所述,对机匣进行五坐标插铣加工时,沿岛屿凸台周围环切采用该凸台平面法向作为插铣刀轴,在不与凸台发生干涉并最大限度地去除凸台周围毛坯。而在等高行切插铣中,一方面取与刀位点处轮毂面法向作为插铣加工刀轴可减小加工后零件表面残留量[7-8] ,并可使切削段上的刀轴均匀变化;另一方面受岛屿凸台干涉影响,若切削段端点位于环切线组{lj} 上,则该端点处的刀轴矢量需取其凸台平面法向。上述情况可能造成因端点处刀轴矢量与中间刀位点处刀轴偏差过大导致加工中刀轴突变,因此采用计算切削段端点与中间刀位点刀轴矢量偏差值,在切削段两端取刀轴调整区间,在区间内对刀轴进行调整使刀轴变化均匀。如图5所示的某切削段 沿机匣回转中心(Y轴)方向的俯视示意图,两端均位于环切线上,现以该情况为例说明切削段初始刀轴计算方法。
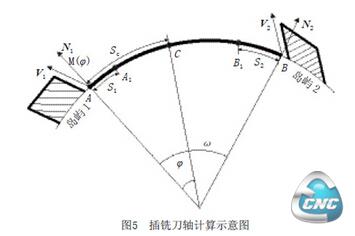
AB为某行中的某一切削段,中间刀位点处取轮毂面法向作为插铣加工刀轴,因切削段为等高圆弧且轮毂面为回转体,切削段上任意两点P1,P2处的轮毂面法向T1,T2之间的关系为T2 = T1×M(α),其中M(α)为过切削段圆弧中点O绕零件中心轴向(Y轴)顺时针旋转的变换矩阵:
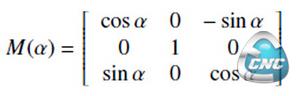
其中,α为P1、P2之间在圆弧上的圆心角。
- 上一篇文章:离心压气机叶轮高精度五轴数控加工技术研究
- 下一篇文章:电火花铣削加工智能化数控系统开发