



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

齿轮加工机床的绿色设计与数控技术
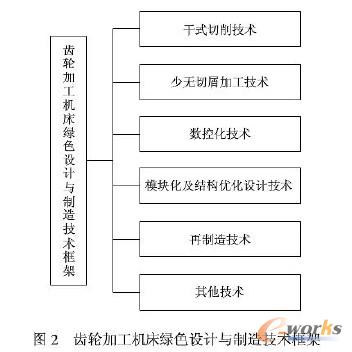
2 齿轮加工机床绿色设计与制造技术及策略
基于齿轮加工机床的绿色特性及资源环境影响状况分析,提出一种齿轮加工机床绿色设计与制造技术框架,如图2。
2.1 干式切削技术
冷却液在使用过程中的成木一般包括使用成木、购置成木、管理成木工件清洁成木、铁屑与污油的分离成木、废液排放处理成木口德国大众公司(volkswagen)在一份统计分析报告中抱怨,他们冷却液的使用成木甚至超过了刀具及其维护成木口此外,冷却液的使用还是造成切削加_厂生态和车间环境污染以及操作者健康伤害的主要源头,随着人们环保意识的不断增强以及相关法规的日益严格,减少甚至消除冷却液的使用已成为必然趋势。目前干切削新技术已成为绿色加工技术中的热点,并出现了微量润滑切削、冷风切削等准干切削新工艺口当前倡导的干切削并不是简单地把原有工艺中的冷却液去掉,降低切削效率,而是进行传统切削工艺的重人变革,为新世纪提供一种清洁、安全、高效的新工艺。在国外齿轮加工机床中,干式滚切技术得到了比较完善的发展,典型产品有日木MHI的GE 150A系列滚齿机,德国里伯海尔(Liebherr)的LC18。系列滚齿机,美国格里森(Gleason)公司的Gleason 210H系列滚齿机等口干式滚切加工机床的切削速度可达传统加工的5倍,生产效率可提高4倍左右。与湿式加工相比,干式滚切加工机床加工成木可降低45%,其中,刀具费降低40%,一叨削油费降低100%,电力费降低33%;加_上的零件质量更高,而且干净清洁;无油雾、干切屑,工作环境得到改善,更加清洁、安全。
实现干式切齿技术需要解决的关键技术包括以下几项。
(1)高滚切速度口一般地,在干式滚切加工中,对于涂层(TiA1N)的高速钢滚刀线速度要求达到180m/min甚至更高;对十硬质合金钢滚刀线速度要求达到3 00 m/min。为了实现这种高速滚切加工,对于刀具主轴一般可以采用电主轴的方式实现;对十工作台,采用新型设计的具有自动消除间隙的齿轮传动系统驱动,替代传统的蜗杆蜗轮传动系统,LIEHHERR. GLEASOIV等公司的中小规格高速滚齿机工作台己采用力矩伺服电动机技术,工作台转速达800 rlrnin以上。
(2)切屑的快速分离。由于温度高,切屑若不能快速脱离刀具、工件和机床,容易引起热变形,影响加工精度,因此必须快速有效地排除铁屑。在干式滚切加工中,一般通过滚刀的高速滚切使铁屑快速离开刀具及工件。很多公司针对排屑问题,还提出了一些机床结构改进方案,如借助重力加快铁屑的去除,并避免铁屑_肖接落在工作台上,再辅助高压冷风,可以达到快速有效去除切屑的效果口有些公司还采用了不锈钢隔热罩,一方而不锈钢表而光滑,便十铁屑排除,另一方而不锈钢的热传导系数小,减少了铁屑热量向工作台和床身的传递。
(3)高速滚刀口干式滚切用的滚刀材料发展初期采用硬质合余钢,但由于硬质合金钢滚刀成木昂贵,近儿年发展的粉末冶金高速钢滚刀以及TiA1N涂层高速钢滚刀具有取代硬质合金钢滚刀用于干滚切加匕的趋势。里伯海尔公司在一份研究报告对硬质合金滚刀((Carbide)干滚切、粉末冶金高速钢滚刀归SS-PM)千滚切以及常规高速刚滚刀(Canv.HSS)滚切加工时间和加工成木进行了比较。对比分析纬果表明,于式滚切相对于常规加工而言,加工时间短,成木更低;采用粉末冶金高速钢滚刀甚至比采用硬质合金钢滚刀具有更好的干式滚切加工效果。
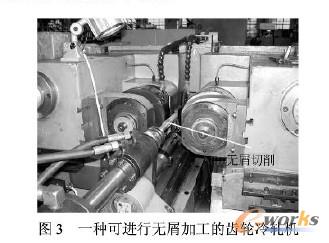
2.2 少无切屑加工技术
机械制造中用精确成形方法制造零件的工艺,称少无切屑加工。齿轮冷轧机是一种无切屑的齿轮加工机床,属绿色加工技术。但由于受冷成形加工特性的限制,虽然节约了原材料消耗,但加工过程中存在加土能耗、噪声人以及加工能力有限等问题,仍有待大力推进其技术的发展。图3即为为无屑加土的齿轮冷轧机。
2.3 数控化技术
齿轮加工机床的数控化改造有利于其设计与制造的绿色化,主要表现在以下几个方而。
(1)齿轮加工机床数控化改造有利于简化机床机械结构,从而减少机床原材料及其制造所需能源 .辅料的消耗,节约资源,减少环境污染。
(2)采用数控程序,提高了机床的自动程度,人人缩短了机床调整时间,提高了生产率。
(3)切削速度、进给量等切削参数任意可调,提高了加生几柔性,便切削参数的优化。
(4)人机交互式界而,操作方便,而且通常采用密封加工方式,大大降低操作者的劳动强度,提高了操作的安全性,有利于劳动保护。
2.4 模块化及结构优化设计技术
齿轮加工机床的模块化设计是根据客户要求,在功能分析的基础上,设计出一系列具有不同用途(或性能)、结构,而功能相同的、可互换的共有功能模块(包括组件、部件、装置或系统等)和一些专用独立部件,然后通过模块的选择和组合来组装成不同性能和规格的齿轮加工机床的设计方法口采用模块化设计,可以缩短交货期,快速响应市场,而且可提高产品质量,成木更低,性能更加稳定,有利于机床的再制造及维护,便十废弃后拆卸。重庆机床集团在产品开发设计过程中,发现滚齿机、插齿机和磨齿机的切削运动特点,从而发明了“先建立三种机床的共同模块,再建立任意两种机床间的共有模块,最后再建立各自的独有模块”的齿轮加工机床模块化可重构设计与制造新方法。
另外,在齿轮加工机床的设计过程中,还可采用各种结构优化技术,以改善机床的绿色性能。如:用钢板焊接机床结构部分代替传统的机床铸件结构口由十铸造过程环境污染严重,能耗高,因此采用铸件床身或立柱结构不利十改善齿轮加工机床的绿色性能口采用钢板焊接机床结构一方而提高了机床强度和刚性,而且由于减少了铸造工艺而人人减少了机床制造过程中的环境污染和能源消耗,具有良好的绿色制造特性。重庆机床集团在开发的YS3 t 16 CNC系列数控高速滚齿机中成功地采用了钢板焊接立柱、传动箱等结构,取得了良好的效果,如图4。

2.5 再制造技术
齿轮加工机床设计开发过程中,应从全生命周期角度出发,充分考虑机床资源的循环重用,采用可拆卸回收性设计以及模块化设计等方法,便于机床报废后进行再制造及技术提升。
齿轮加土机床具有较高的回收利用价值,可重用部件资源回收利用率较高,而且再制造成木较低,如再制造滚齿机成木仅为同种技术水平的新滚齿机的50%~60%口通过再制造,机床人量零部件得以重用,避免制造这些零部件的过程(铸造、焊接、切削加工和热处理等)中的环境污染及资源 ,能源消耗,也避免了对这些零部件进行回收处理过程的资源消耗与环境污染。对齿轮加工机床进行综合性能提升后,实现了高质量.高精度、自动化加工,减少调整、加土和检验时间,加工精度稳定,废品率降低,生产成木减少,井实现加工过程的节能、降噪。滚齿机床再制造前后对比如图5、6所示。

- 上一篇文章:车铣加工数控技术的应用
- 下一篇文章:异构PLC实现三菱伺服绝对位置值的读取