



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

大型轴流式水轮机叶片五轴联动数控技术
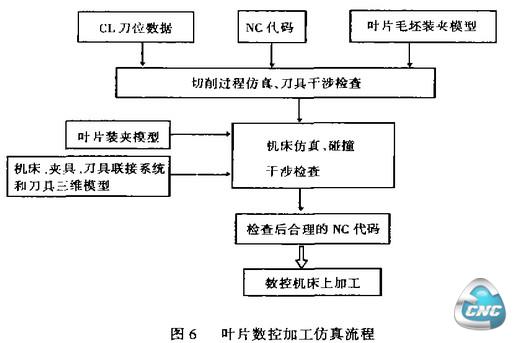
3.机床仿真及碰撞检查
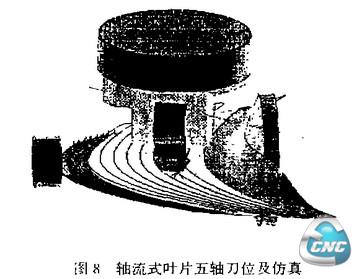
对于大型叶片加工,为了机床和工件的安全,进行机床仿真以防铣头碰撞和刀具干涉等是非常必须的,加工仿真流程如图6所示。在前已述,如仿真中发现碰撞和干涉,必须修改加工方案和加工方法。利用SDRC/CAMAND构造出加工叶片所用NC铣头〔如图7〕,根据铣头结构和运动关系,按CAMAND软件的Simulation功能的要求定义出铣头上的主动轴几何(Primary Geometry)和从动轴几何(Secondary Geometry),并规定第4轴和第5轴的关系。在Simulation中可采用连续或单步控制模拟加工过程中铣头和刀杆的空间运动,检查铣头和刀杆与工件和夹具是否有碰撞和干涉(如图8所示)。值得注意的是,5FZG机床的NC铣头的B轴在机械上是有限制((360(),在机床的配置文件中设置((358()较为安全。在连续加工时,B角积累到358(时,用CAMAND的Windup功能使之抬刀至一安全平面,反转并后退一步再进刀,以免损坏刀具和划伤已加工表面。在Simulation的仿真过程中可观察到和真实加工时一致的铣头的运动,对于可能碰撞的部位,可单步向前和向后控制便于仔细观察,并可查询各坐标轴的值,便于分析,以修改工艺方案和加工方法。机床仿真和前面已述的刀位计算及刀具干涉检查须互相配合,经过反复修改,才可计算出合理而又“放心”的刀位。

4.后置处理及加工程序
后置处理是将前述计算出的合理刀位转换成特定机床数控系统格式代码,后处理流程如图9所示。后处理软件必须针对特定机床开发,包括机床配置模块(CFG)和将刀位轨迹翻译成特定机床代码的模块(PPR)。对于五轴联动后处理要特别注意各坐标之间的运动关系。
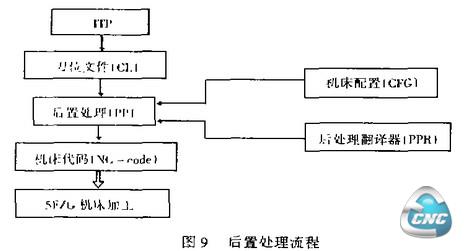
利用CAMAND/UPP5模块,用其定义的命令语言开发出专用于5FZG机床的后处理器,再协同针对5FZG机床编写的机床配置文件(Machine Tool Configuration File),将前述已得合理的中间刀位(ITP)进行转换生成可控制机床的加工代码。由于5FZG机床CNC装置零件内存(Part Memory)容量的限制,再兼顾加工的各工步,将叶片加工程序分成多个程序,如高坝洲叶片分成40多个加工程序,约5MB,通过PC的RS232和Sinumerik 880M的RS232串口用PCIN通信软件进行程序传送。
四、大型轴流式叶片的数控加工
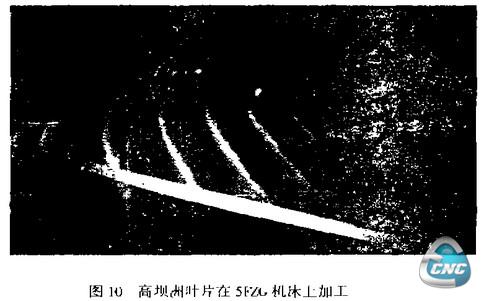
在5FZG的固定工作台上,按编程设定的机床毛坯加工方向安装好夹具,吊装叶片并找正,测量工件零点并置于NC零偏寄存器,先用检查程序检查并标记背面余量,翻转180(再找正,用正面余量检查程序检查并标记余量,如总体上有余量,装夹拉紧,然后按要求进行检查,达到加工要求方可开始进行加工。加工之前应该确认刀具及连接系统的尺寸是否与编程一致,因5FZG机床尚无五轴刀具长度补偿功能。加工中先按程序加工进出水边,然后根据余量分布情况,按程序对各加工区域粗铣或精铣。正面加工完后,在靠轮缘的进出水边处铣两小平面供加工背面辅助找正用。在正面按程序钻检查定位用标记孔。然后翻转180(找正,按类似正面加工过程加工背面。加工叶片的每一个环节都必须仔细,加工出的叶片经各项检查,完全满足设计要求,叶片型面准确度大大高于IEC193标准要求。如图10所示为叶片实际加工图。
五、结束语
水轮机转轮叶片五轴联动数控加工技术是当今世界发电设备制造业中的最先进高技术之一,大型水轮机叶片五轴联动数控加工涉及到计算机辅助产品三维造型技术,计算机模拟及仿真加工技术,五轴联动加工机床仿真及后置处理,针对叶片的合理加工工艺方案,装夹定位技术与夹具设计与制造,加工方案配以合理的刀具和切削参数,以及毛坯制造等多个环节和多方面的技术。可以说,每个环节和涉及到的技术都是新技术问题。我公司有关技术人员经过不懈的艰苦努力,作了大量的基础和开发工作,首次并成功地将开发的大型水轮机叶片五轴联动数控加工技术用于高坝洲电站水轮机叶片加工,为国内制造厂首次整个电站和整机叶片全套采用数控加工。从加工后的叶片测量数据分析,加工精度已达到国际先进水平,从加工过程来看,加工效率已接近国际先进水平,为国内技术领先水平。该技术的开发成功,具有很好的社会和经济效益,不仅对三峡机组制造,而且对整个水轮机制造行业的技术进步,提高我国水电设备制造业的市场竞争力都有着重要的意义。
- 第1页:大型轴流式水轮机叶片五轴联动数控技术(1)
- 第2页:数控加工工艺方案
- 第3页:仿真加工与编程
- 第4页:机床仿真及碰撞检查
- 上一篇文章:水轮机叶片数控技术加工工艺研究
- 下一篇文章:PC-based 开放式数控系统体系结构的研究