



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

大型轴流式水轮机叶片五轴联动数控技术
二、数控加工工艺方案
根据要加工叶片的结构特点及采用的5FZG龙门移动式数控机床的结构,以及叶片毛坯具体状况仔细研究分析对比,决定采用以叶片旋转轴线和法兰端面作为定位基准。叶片有多张曲面需要加工,大过流面采用五轴联动铣削加工,沿FLOWLINE(流线)“RASTER”走刀。为了解决加工过程中防机床碰撞问题,对于叶片正背面大面分区域、采用不同直径的刀具、不同的刀轴控制方式来加工。区域的划分原则是在不碰撞的条件下尽量采用大直径的曲面面铣刀加工。由于机床的NC铣头法兰直径为(1.23m,区域的划分必须借助于后述的仿真加工多次模拟来决定。由于毛坯余量分布很不均匀,采用多次粗铣和一次精铣。整个加工方案必须采用仿真加工技术在计算机上仿真验证修改完善的基础上来制定,否则在加工中可能会出现很多预想不到的问题。
1.装夹定位与夹具
以叶片旋转轴心线为基准,在叶片轮缘上焊工艺轴,粗车法兰端面,然后在工艺轴和法兰端面打两顶尖孔。相应的夹具采用两顶尖座,一为固定顶尖座,置于法兰端,另一为轴向可调顶尖座,置于轮缘上的工艺轴端。在法兰端面标记有叶片加工位置(相对设计位置-10(,由后述仿真加工确定)。利用夹具和标记,借助机床的功能,找正到加工位置,确定工件零点,并在加工面的反面上焊拉耳,采用通用的千斤顶和拉杆拉压夹紧。该套夹具简单易行,可通用于轴流式叶片加工。
2.加工部位与加工区域的划分
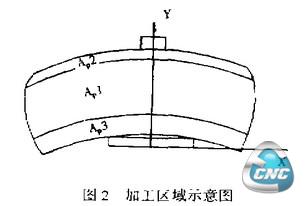
轴流式叶片加工部位有叶片正背面型面,进出水边,内外裙边过渡面,轮缘等。为了避免碰撞及刀具干涉等,经过后述的仿真加工多次修改并验证,如图2所示,叶片正背面各分为三个区域进行加工,其原则是在机床与工件和夹具不碰撞和干涉情况下,尽量加大Ap1、As1区域以提高加工效率。Ap1和As1采用(200曲面面铣刀五轴联动加工,Ap2和As2采用(125曲面面铣刀五轴联动加工,Ap3和As3采用(100球头刀3.5轴联动加工。进出水边采用(100螺旋玉米立铣刀五轴联动侧铣。
3.加工刀具
加工叶片的刀具比一般机械加工选用刀具要考虑更多的因素。首先,采用的铣刀刀盘几何形状要适应曲面加工,要具有良好的切削性能及排屑和断屑性能,并不仅要适应于凸曲面,而且还要适用凹曲面,这对于刀具干涉是很重要的因素。在选用刀具时,不仅要根据机床的功率,铣头的转速,叶片材质及刀具和刀片的有关切削参数作计算,而且更进一步要根据后述的仿真加工将其刀盘、刀片及刀杆和铣头进行仿真和干涉检查计算,以进行综合考虑。如果刀具干涉,必须修改刀具方案及加工方法等,也就是最后确定的刀具必须在仿真和干涉检查验证没有问题后才能得知。在机床功率、铣头转速范围和机床刚性足够的条件下,在仿真加工采用不同直径刀具进行计算,尽量采用大直径刀具以提高加工效率。对于高坝洲叶片,经过计算和仿真加工验证,对于Ap1和As1区域采用具有60(主偏角的4面刃的重型切削Φ200曲面面铣刀,Ap3和As3采用特制的长切削刃Φ 100球头刀,Ap2和As2采用可大进给切削带8面刃圆弧刀片的Φ125曲面面铣刀。进出水边采用可大进刀量的(100螺旋玉米立铣刀。
4.叶片测量
叶片测量包括加工前毛坯测量和加工后型面检测。国外采用光电经纬仪测量系统进行毛坯测量和加工后的抽检[1]。目前,我公司尚未具备这方面的条件。对于毛坯测量,我们根据毛坯铸造技术水平,将叶片型面法向偏置一给定值,按类似于加工方法编制检查程序,确定加工部位的余量分布情况,再根据分布情况决定从哪个程序开始加工。加工完型面后,采用三维测量技术对叶片加工后的型面进行检测,加工出的型面的准确度很好,大大高于IEC193标准要求。
- 第1页:大型轴流式水轮机叶片五轴联动数控技术(1)
- 第2页:数控加工工艺方案
- 第3页:仿真加工与编程
- 第4页:机床仿真及碰撞检查
- 上一篇文章:水轮机叶片数控技术加工工艺研究
- 下一篇文章:PC-based 开放式数控系统体系结构的研究