



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

大型轴流式水轮机叶片五轴联动数控技术
三、仿真加工与编程
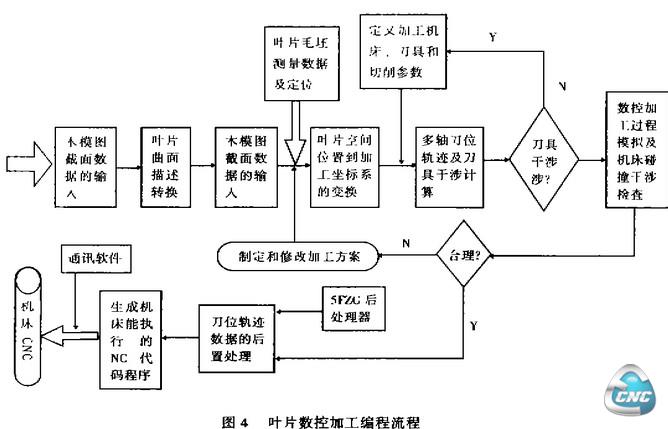
水轮机叶片是非常复杂的雕塑曲面体,若要成功采用五轴联动数控加工,其关键在于开发利用计算机仿真加工技术,这对大型叶片数控加工尤为重要,再之,这也是五轴联动加工编程的先进技术手段。大型叶片五轴联动数控加工的自动编程要同时考虑的问题较多,比一般的自动编程要复杂得多,必须通过计算机仿真验证。叶片的计算机仿真加工是叶片多轴联动数控加工工艺中最关键和技术性最强的工作,是辅助制定工艺方案和编制加工程序的基础。通过仿真加工反复修改完善寻求合理加工方案和具体加工方法。主要工作是在二次开发的基础上,用SDRC公司CAMAND CAD/CAM软件进行二次开发来实现仿真加工。叶片的仿真加工及编程如图4所示。
1.叶片的三维造型
水轮机叶片的型线和型面必须严格按设计的要求模拟,因为这是要影响其流体动力性能以致于整个机组的性能, 在造型时要考虑如下工程要求。
(1) 将叶片曲面体合理分成多张曲面的组合,以便准确模拟叶片曲面体;
(2) 各张曲面的造型方法选择,要能准确定义和反映实际工程的要求;
(3) 曲面造型的误差控制,曲面的裁剪与延拓等曲面运算;
(4) 根据仿真加工时的工艺方案,按各张曲面的加工方法,来划分叶片各张曲面。
轴流式水轮机叶片是由带球面的法兰和多张雕塑曲面组成的曲面零件,不能用解析方程来定义这些曲面。如何准确地采用数值方法来模拟叶片每张曲面,尤其对大型叶片,这是极为重要的。采用NURBS 曲面逼近方法能准确地数值模拟出叶片上的每张曲面,也便于多轴联动数控加工刀位轨迹计算。
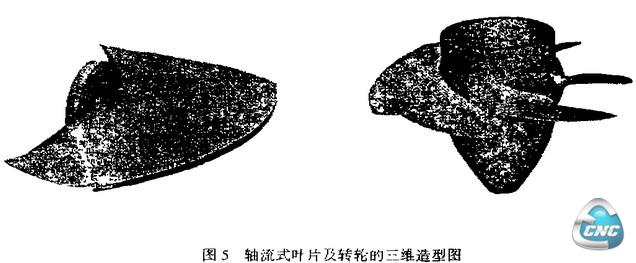
轴流式叶片由具有雕塑曲面的正、背面,进水边变圆弧半径曲面,出水边曲面,轮缘球面,轮毂和法兰球面,轮缘的裙边曲面,轮毂和法兰与正、背面的过渡曲面等构成。叶片正背面是按在圆柱坐标系下给出的型值点,编写一个程序将型值点按圆柱截面读入,并转换到直角坐标下,转换成CAMAND 的REVPOST格式,沿圆柱截面线作LOFTED的SPLINE曲线,再按过曲线方法作出LOFT曲面,这样作出正、背面,并向轮缘和轮毂延拓曲面。按图纸作轮缘和轮毂的球面,再用圆柱面作出法兰轴,用轮毂球面去TRIM法兰轴。按图纸要求作法兰与正背面的等半径 FILLET面,法兰向进、出水边的变半径 FILLET面,并TRIM轮毂球面,延拓叶片轮缘的正背面按图纸作出轮缘处背面的裙边,用裙边和叶片正、背面TRIM轮缘球面,再用轮缘球面 TRIM正背面多余延拓的部分,按图纸上的进水边放大图作出头部曲面,出水边曲面因厚度很薄,—般近似作一直纹面即可,这样就在CAMAND上完成了轴流式叶片造型,应注意的是,造型的目的是为了加工,在造型时必须考虑加工方法,轴流式叶片的三维造型如图5所示。
2.刀位计算和刀具干涉检查计算及切削仿真
首先,根据叶片的结构特点,初定加工方案(MACHINING STRATEGY),划分加工区域,按CAMAND软件定义所用刀具的几何参数,包括刀片的几何形状,刀盘的几何形状,切削刃长,刀杆及连接系统几何形状等,再定义与机床有关的参数,包括一些机床特征和限制,可加工的空间范围,铣头转角和摆角限制及方向等,完成构造机床配置文件。接下来各加工区域曲面特点,选择不同的加工走刀控制方法计算出各区域刀位,结合后述的碰撞干涉检查,检查区域划分是否合理。在加工叶片型面时,选择合理的加工走刀方向,直接关系到加工效率的高低。经过分析后,决定选择沿叶片造型的参数线作为FLOWLINE铣削加工的方向,此方向叶片型面的曲率变化较小,有利于切削工艺性能改善。
对于轴流式叶片,应根据叶片法兰和裙边等结构特点,对叶片进行分区加工。在不同的区域采用不同的刀具和刀轴控制方式,以尽量提高加工效率。CAMAND软件的曲面加工有多种灵活的刀轴控制算法,在大过流面可采用TILT 方式,在叶片进出水边采用TANTO 方式,在轮毂的过渡曲面采用ADVANCED PROJECTION方式,在轮缘处采用CURVE/VECTOR POINTSET方式加工。寻找到较为合理的区域划分后,进一步调整加工方法中的刀轴控制方式的参数,进出刀控制等主要有可能导致碰撞的因素再进行刀位计算和后述的仿真检查,修调各参数。
在进行叶片刀位计算过程中值得注意的是,为了改善刀具切削条件,视其加工面的曲率变化情况及刀具长度,在TILT方式计算五轴联动刀位时,给定一个2~4(左右的LEAD ANGLE和1~5(左右的TILT ANGLE。在不碰撞的条件下,对刀具(刀盘和切削刃)及刀杆进行干涉检查。刀具干涉用VERICUT进行图形仿真检查,如有任何干涉,则反复前述各步修改可能影响的多个因素,直至生成仿真时没有干涉和碰撞的刀位,并将其作为可用刀位,在此刀位和有关加工参数基础上加上刀具的切削参数等再计算刀位,其刀位为最终加工用刀位,供后处理生成加工代码。
- 第1页:大型轴流式水轮机叶片五轴联动数控技术(1)
- 第2页:数控加工工艺方案
- 第3页:仿真加工与编程
- 第4页:机床仿真及碰撞检查
- 上一篇文章:水轮机叶片数控技术加工工艺研究
- 下一篇文章:PC-based 开放式数控系统体系结构的研究