

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

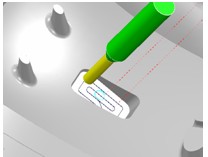
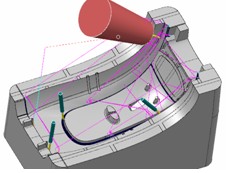
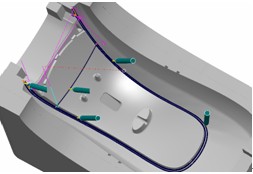
五轴数控加工技术在电器注塑模具加工中的优越性
本文通过对电器注塑模具实际的五轴数控编程加工案例介绍和分析,详细阐述充分利用五轴数控加工技术的优越性,进而提高电器注塑模具的加工效率和质量,缩短模具的制造周期。
3.绘制仿真机床,赋值机床运动关系
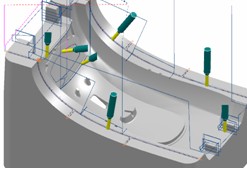
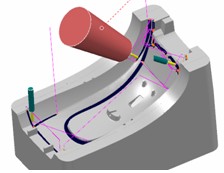
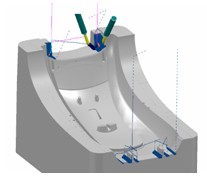
机床运动仿真检查允许用户在屏幕上看到实际加工中将出现的机床运动真实情况,使用不同的加工策略来比较加工结果。机床仿真将能报警指出超出机床加工范围的区域以及可能出现碰撞的区域,确保程序安全可靠。 使用机床运动仿真功能可确保能最大限度地应用机床的功能,例如,用户可知道将工件置放于机床床身的不同位置或使用不同的夹具所产生的不同结果,可查看哪种零件放置方向能得到最佳切削效果。
根据机床商提供的机床运动结构关系图,和实测机床主要部件尺寸,绘制出如图2所示仿真机床。
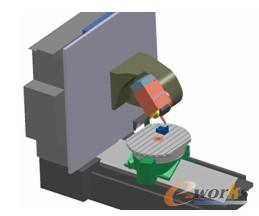
图2 仿真机床分页4.五轴数控加工艺表,如表2所示(时间单位为min)
机床运动仿真检查允许用户在屏幕上看到实际加工中将出现的机床运动真实情况,使用不同的加工策略来比较加工结果。机床仿真将能报警指出超出机床加工范围的区域以及可能出现碰撞的区域,确保程序安全可靠。 使用机床运动仿真功能可确保能最大限度地应用机床的功能,例如,用户可知道将工件置放于机床床身的不同位置或使用不同的夹具所产生的不同结果,可查看哪种零件放置方向能得到最佳切削效果。
根据机床商提供的机床运动结构关系图,和实测机床主要部件尺寸,绘制出如图2所示仿真机床。
图2 仿真机床分页4.五轴数控加工艺表,如表2所示(时间单位为min)
表2 五轴数控加工工艺表














本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:PLC控制器与人机界面的干扰原因分析
- 下一篇文章:高档数控机床中永磁直线同步电机驱动系统关键技术分析