

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴数控加工技术在电器注塑模具加工中的优越性
本文通过对电器注塑模具实际的五轴数控编程加工案例介绍和分析,详细阐述充分利用五轴数控加工技术的优越性,进而提高电器注塑模具的加工效率和质量,缩短模具的制造周期。
三、五轴加工工件试切
1.根据机床结构和控制系统型号修改后处理文件
试切机床为德国“DMG”(DMU -100P)机;行程1000×1000×1000mm;heid530控制系统,此机床为Table-Head型,两个旋转轴分别放置在主轴和工作台上,工作台旋转,主轴摆动,改变刀轴方向灵活,且为非标DMU -100P机床,与一般的标准DMU -100P机床不同之处在于主轴摆动轴是绕X轴旋转为A轴,摆角为-125度至10度,而不是主轴摆动轴是绕Y轴旋转的B轴,摆角为-100度至90度。另外,还需增加特定的“ATC高速高精度自适应功能”指令。所以还需对PowerMILL标准后处理文件(*.opt)作修改:
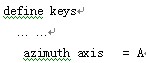
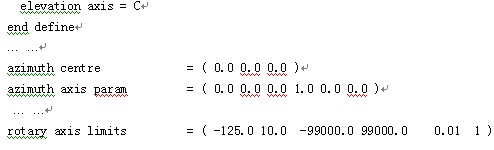
a) 将摆动轴设置为“azimuth axis = A”,将摆动轴的旋转参照轴改为X轴“azimuth axis param = ( 0.0 0.0 0.0 1.0 0.0 0.0 ) ” 将旋转轴的摆动极限修改为-125度至10度 “rotary axis limits = ( -125.0 10.0 -99000.0 99000.0 0.01 1 ) ”具体修改参数如下:

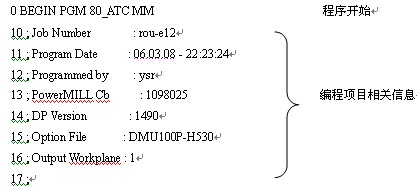
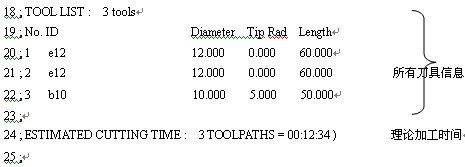
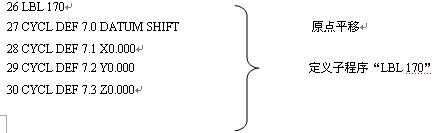
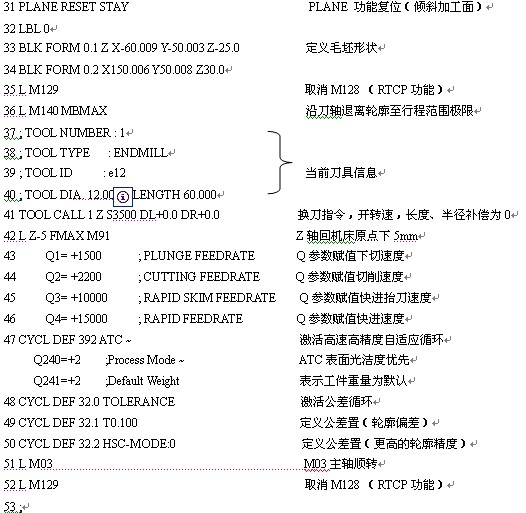
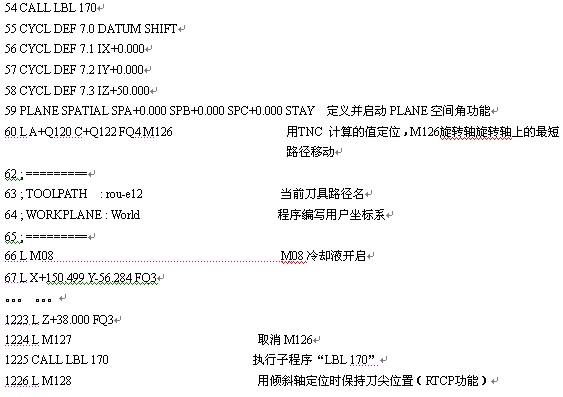
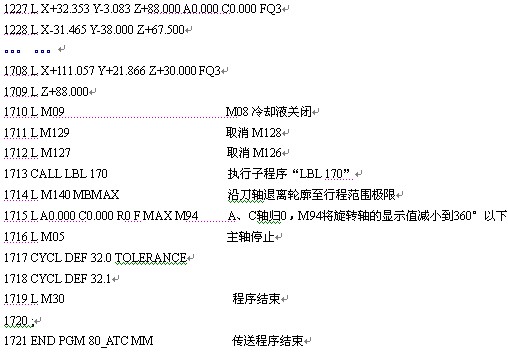
PowerMILL后处理产生的NC程序段代码及含义如下:
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:PLC控制器与人机界面的干扰原因分析
- 下一篇文章:高档数控机床中永磁直线同步电机驱动系统关键技术分析