



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子S7-200在钻床精度控制系统中的应用
6 程序设计
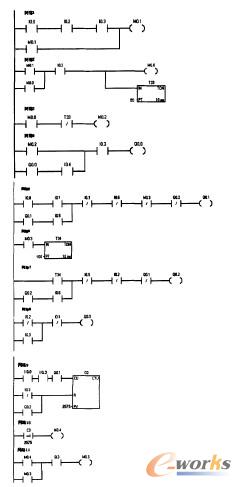
图3 梯形图
注释:网络1:MO.1为切削电机M2启动辅助信号,当MD产生脉冲10.0=1;钻头碰到上限为行程开关SQ1,10.2=1;光电开关SPH检测到钻头尖,10.3=1,则M0.1接通且自锁。
网络2:M0.0为钻头检测标志,若切削电机M2信号M0.1=1,且SPH检测到钻头10.3=l则接通M0.0且自锁,启动定时器T33。
网络3:M0.2为电机M2启动条件,若检测到钻头,M0.0=1,且定时器T33时间未到,接通M0.2。
网络4:若M0.2=1,SPH检测到钻头尖,10.3=1,则接通KM2,即Q0.0=l,启动M2;若KM2反馈信号有效10.4=1,则Q0.0自锁。
网络5:若10.0=1,按下启动按钮10.1=1,SPH未检测到钻头10.3未接通,KM4没反馈信号10.6未接通,进给量未达到控制值M0.3未接通,且反转Q0.2未接通,则Q0.1=1接通正传继电器KM3,若10.5=1,则Q0.1自锁。
网络6:进给量达到控制值标志M0.3=1,则启动定时器T34。
网络7:若T34定时时间到,且KM3未接通无反馈信号10.5=0,未碰到上限为开关SQ1,10.2=0,Q0.1未接通,则Q0.2=1接通反转接触器KM4,若10.6=1,则Q0.2自锁。
网络8:若未碰到上限为开关SQ1,10.2=0,或光电开关SPH有输出10.3=1,且未按下启动按钮10.1=0,则启动异常信号灯Q0.=1。
网络9:若Qo.1=1且SPH检测到钻头尖,10.3=l,则C0对编码器MD脉冲输入计数。若10.3停止输出或Q0.2 启动,则C0停止计数复位。
网络10:若C0的计数值达到设定值2575,则接通M0.4。网络11:若M0.4=1,且光电开关SPH有输出值10.3=1,则接通进给量达到设定值标志M0.3,且自锁。
7 结束语
PLC在机械数控行业的应用已十分普遍,它是机电一体化的重要工具,也是机械工业技术进步的强大支柱。PLC参与控制的数控机床大大提高了产品的质量及生产效率,同时,极大的减轻了工人的劳动强度。自从2007年岫岩玉器加工厂的两台钻床改造至今,钻床运行二年多,性能良好,工人干活轻松了,产品质量提高了,废品率也大大降低了。这里我们选用的CPU224型PLC有24个I/O点,而本系统只用了儿个点,有足够的扩展空间,以后可根据生产需要,增加新的控制功能。
- 第1页:西门子S7-200在钻床精度控制系统中的应用(1)
- 第2页:程序设计
- 上一篇文章:数控技术专业以实践为中心的复合化教学体系的实施条件
- 下一篇文章:数控技术专业数学教学模式的革新