



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于四轴加工中心的斜齿轮多轴数控加工工艺
2.3 夹具的选择
在利用四轴加工中心加工圆柱斜齿轮时,需使用专用夹具。装夹时,夹具需固定在四轴加工中心平台上,第四轴装配在夹具上,齿轮毛坯装夹在第四轴上。加工时,每加工一个齿,加工中心便通过控制夹具使第四轴自动旋转一定的角度,接着加工另一个齿,直到所有的齿全部加工完成为止。
2.4 刀具轨迹的生成
斜齿轮多轴加工编程的核心是生成刀具轨迹,然后离散成刀位点,经后置处理后生成多轴加工程序。实际加工中粗、精加工要分开,粗、精加工基本操作步骤和方法相同,但有时选择的刀具不同。刀具轨迹应包括齿轮齿形粗加工、齿轮齿形精加工的轨迹。
2.4.1 多轴加工斜齿轮的刀具轨迹
(1)齿坯粗加工。采用轮廓铣削加工中的等高线粗加工,用高强度、大直径的指状铣刀或盘状铣刀去除大部分的加工余量。因为每个齿的轮廓都是相同的,所以可以用相同的加工程序。刀具轨迹生成的步骤为:选择“加工→粗加工→等高线粗加工”加工方法,根据提示拾取加工对象,依次拾取进刀点→加工侧→走刀方向。加工曲面方向为齿槽方向,如有不同可以通过点选箭头起点改变加工方向,确定后,设置加工参数。在粗加工的刀路中设置分层铣深,每层的最大铣深量设为3~5mm,最后得到一个齿槽的粗加工刀具轨迹。
(2)轮廓精加工。采用轮廓铣削加工中的等高线精加工,用高强度、小直径的指状铣刀或盘状铣刀去除剩余的材料,选用快速提刀退刀,采用左补偿的刀补方式。轨迹生成步骤为:选择“加工→精加工→等高线精加工”加工方法,拾取方法同粗加工,确定后,设置加工参数。在精加工的刀路设置中不进行分层铣深,以保证最终齿形曲面的表面质量,最后得到一个齿槽的精加工刀具轨迹。
(3)补加工或清根加工。为避免切削不彻底,精加工后,利用补加工或清根加工来提高齿轮表面质量和精度。
2.4.2 刀具轨迹仿真和代码生成
刀具轨迹生成后,需要通过刀具轨迹模拟仿真来检查刀具走位是否正确。检查时,需设置好加工毛坯,观察实际加工情况,检查是否发生过切或干涉等。可以适时进行刀具碰撞及干涉检查以提高生产效率,降低生产成本。
完成加工路径轨迹和仿真后,还需生成加工代码,并对生成的加工代码进行后置处理,以适应相应多轴系统加工中心的代码格式要求。
3 斜齿轮的加工
3.1 加工斜齿轮齿坯
待加工齿坯的具体装夹方法如图3 所示,其中圆盘即为斜齿轮齿坯。为了减少对工作台的损伤,齿坯下面有专门设计的垫板,加工时需要铣上下端面和齿轮中心。
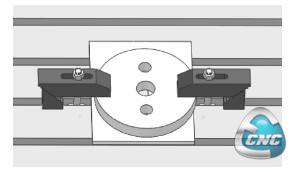
图3斜齿轮齿坯的装夹
3.2 加工斜齿轮齿形
铣齿形时,斜齿轮装夹在分度夹具上,对刀点选择在齿顶圆外圈的最高点。对刀结束以后输入加工程序,启动机床,加工第一个轮齿的轮廓;加工完成后分度头自动旋转,使工件旋转一定角度,加工第二个齿形;加工结束后再旋转一定角度加工下一个齿形。重复上述步骤,直至整个斜齿轮的加工完成。
4 结论
目前在普通机床上通常采用具有渐开线齿形的“模数铣刀”逐齿铣出齿轮的齿形,其加工精度受分齿的影响,而在数控机床上则采用柱状或盘状铣刀利用展成法加工齿轮。用展成法对齿轮进行断续展成切被切齿轮齿形有较大的影响,由它引起的齿形误差在齿形和齿面上都可以反映出来。作者利用四轴数控加工中心加工斜齿轮,利用自动编程自动生成齿槽加工轨迹并进行模拟加工,铣刀按照生成的加工轨迹走刀,加工一个齿后,自动分度加工另一个齿,依此类推。采用四轴加工中心实现斜齿轮多轴加工,避免了分齿和断续展成切削加工的误差,增加了齿轮加工的灵活性,便于齿轮的修形、磨齿与加工,可以有效地提高齿轮加工精度和加工效率,充分发挥多轴设备的加工能力,对于开展齿轮加工技术的研究和推广具有十分重要的意义
- 第1页:基于四轴加工中心的斜齿轮多轴数控加工工艺(1)
- 第2页:夹具的选择
- 上一篇文章:数控技术在飞机上舱门框体高速加工应用
- 下一篇文章:基于工作过程的数控技术专业课程体系开发