

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

螺纹铣削数控技术与攻丝加工在生产中的应用
在生产中螺纹的加工方式多采用攻丝这种传统工艺,随着数控技术的发展,相应的先进加工工艺——螺纹铣削逐渐得以实现,其加工精度、光洁度以及柔性是攻丝无法比拟的,在某种情况下更优于传统工艺。本文通过实例对大螺纹孔铣削技术与小螺纹孔攻丝加工作对比,详细讲述了大螺纹孔在加工中心机床上零件的加工工艺和程序编制,从而使机床操作者了解并掌握大螺纹孔铣削技术的程序编制方法。
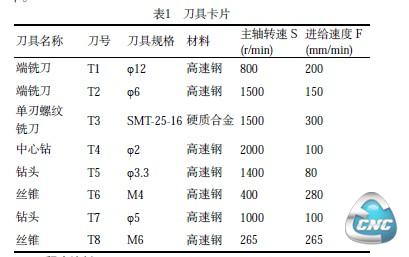
2.3 加工工艺设计
首先,先加工正方体背平面及外形至尺寸及形位公差要求。接下来将零件背面朝下二次装夹,铣削上平面至厚度尺寸19mm;铣削51×51方形凸台;32×32 深5 凹形槽;加工M40×2 底孔至φ38mm 孔口倒角;用单刃螺纹铣刀螺旋线插补功能铣削M40×2 螺纹孔至尺寸要求;钻4×M4 中心孔φ2、钻底孔φ3.3、攻丝4×M4 螺孔;四侧面分别装夹找正,钻8×M6 中心孔φ2、钻底孔φ5、攻丝8×M6 螺孔;各锐边倒钝加工完毕。
3 程序编制
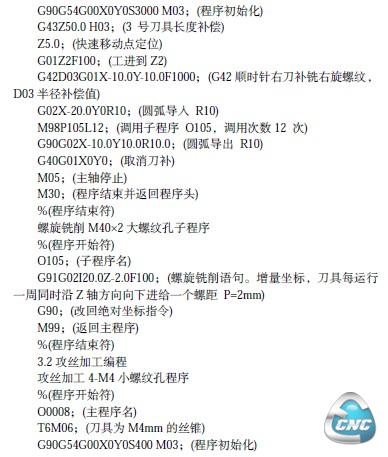
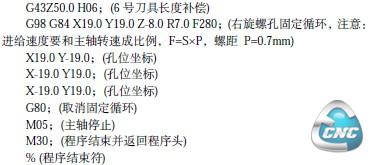
本文只编制正面M40×2 大螺纹孔铣削程序和4×M4 小螺纹孔攻丝加工程序进行对比,零件其它加工程序略。
3.1 螺纹铣削编程
4 总结
在大型发电、冶金设备加工行业,泵、阀加工行业等,螺纹铣削技术解决了大直径螺纹的加工难题,成为高效率、低成本的理想加工方法。螺纹铣刀使用灵活,可以适用多种工况,用同一把螺纹铣刀即加工左旋螺纹,也可以加工右旋螺纹;既可以加工外螺纹,也可以加工内螺纹。螺纹铣削技术作为一种近年来快速发展的先进加工技术,正越来越广泛地被企业所接受,并表现出卓越的加工性能,成为企业降低螺纹加工成本、提高效率、解决螺纹加工难题的有力武器。
- 第1页:螺纹铣削数控技术与攻丝加工在生产中的应用(1)
- 第2页:加工工艺设计
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:数控技术专业人才培养的方法和途径
- 下一篇文章:数控技术专业落实人才培养模式的具体措施