



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控技术在大型整体钛合金框加工的应用
数控编程与模拟仿真技术
1 整体框的数控编程
在钛合金整体框的数控编程中,应将工艺规程所制定的加工方案充分体现在程序中,包括切削部位、方式和参数,刀位轨迹规划、刀具选择、余量设置、加工轴数和程序名称,另外还需注意以下事项。
(1)最好料外下刀,没有条件应该先钻下刀孔,不要螺旋下刀或斜线下刀。
(2)严格按工艺规程设置分层,不能某一刀的切除量突然很大。
(3)槽腔的加工侧面和底面要分开加工。
(4)NC程序必须在计算机上进行模拟切削,必须首先确保刀具轨迹的正确。仿真只是几何学方面的仿真,物理学方面的问题很难被发现,所以要注意仿真不能解决所有问题,加工时还要认真观察。
(5)应划分粗精加工阶段,双面对称去余量,分层去余量,控制变形。
2 数控程序的模拟仿真验证
大型整体框的数控加工程序通常可达数百条,也无巨大的毛坯可提供试切。在无法试切的情况下,要确保一次加工合格,这对数控程序的要求非常高,所以,必须采取有效手段花大量时间在计算机上进行模拟切削,检验程序,确保程序正确。
(1)程序在CAM环境中进行单步回放检查,检查刀位轨迹的边界、切削深度。
(2)在加工仿真软件中建立毛坯模型,建立加工坐标系,将所有CLS刀位文件装载进来,进行模拟仿真加工。
(3)检查加工模型的所有尺寸,如有超差,立即终止程序,修改后再查。
(4)将设计模型调入加工仿真软件,与加工后的模型与理论模型进行比较检查,见图1为比较后得到的未切除的残留量的模型。
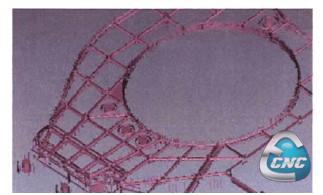
图1 比较检查后得到的残留量模型
(5)进行比较检查后,得到切伤部位模型,见图2,要仔细测量过切尺寸,检查切伤是否在公差范围内。

图2比较检查后得到的切伤部位模型
(6)利用仿真软件生成的检查报告,认真检查每一个产生误差的程序段。
(7)发现程序有问题立即修改,修改后输出刀位文件,重新再进行仿真检查,直到所有问题解决。
(8)最好能进行G代码程序仿真。
大型框的在线检验技术此类大框焊后必须通过测量,精确掌握焊接变形情况和余量分布情况,这样才能为整框的加工确定基准和分配余量。由于此框焊后尺寸大,北京航空制造工程研究所现有测量机无法测量,利用雷尼绍测头在机床上进行在线测量是一个很好的方案,测量后就可直接找正零件,并建立加工坐标系,如图3所示。

图3利用雷尼绍测头在机床上进行大型整体框焊后测量
结束语
大型钛合金整体框是先进战斗机大型复杂结构零件的典型范例,是数控加工领域内公认的难题之一,价格很贵,生产周期长达1-3个月,因而对加工中所涉及的机床、刀具、工装、切削参数、编程方法、仿真技术、测量技术、变形控制、切削效率等技术都提出了更高的要求,必须设计科学严谨的工艺规程才能保证大型钛合金整体框数控加工的质量。
- 第1页:数控技术在大型整体钛合金框加工的应用(1)
- 第2页:数控编程与模拟仿真技术
- 上一篇文章:数控技术专业实训教学方法
- 下一篇文章:构建数控技术专业课程体系