



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴联动虚拟电火花成形加工机床设计与应用
3.3 运动轴驱动
虚拟数控机床中各坐标轴运动采用尺寸驱动方法实现。在数控机床中,由CNC系统完成加工路径的插补运算,分配各坐标轴的运动脉冲数,再通过驱动器、步进电动机或伺服电动机、传动机构对工作台、主轴进行驱动。虚拟数控机床中各坐标轴驱动与实际机床坐标轴驱动相似之处,同样需要插补运动,为各坐标轴分配移动量,再通过变换技术实现对坐标轴驱动。运动部件驱动的实现过程如图3所示。
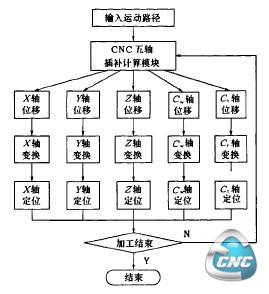
图3运动部件驱动的实现过程
虚拟数控插补运算类似于数控系统中软件插补方法,在单位时间内按加工路径进行插补运算。运动加工路径通过加工路径计算模块计算得到,虚拟CNC插补模块完成对加工路径的插补运算,获得各个坐标轴的脉冲序列。为了获得与实际加工一样的加工效果,采用定时模块对脉冲输出进行按时分配、获得脉冲序列,再通过矩阵变换、定位过程实现坐标轴驱动。
3.4 运动控制
机床人机接口界面实现机床各坐标轴控制及各种操作,既能对机床进行手动操作,控制各坐标轴运动,又能根据零件加工路径计算模块的加工路径,由CNC模块实现运动插补运算,实现机床自动进给运动。机床模型及其人机接口是在UGNX软件中采用VC开发工具及UG软件提供的开发函数经二次开发完成的。本虚拟电火花成形加工机床部分控制界面如图4。
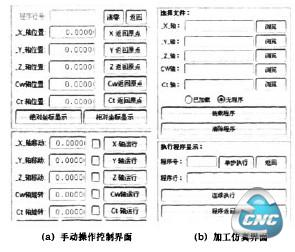
图4虚拟电火花成形加工机床控制界面
3.5 加工模拟
加工模拟不仅是模拟工件、电极的运动,还要模拟加工后的工件表面形状与表面质量。为了实时地模拟出加工后的表面,采用的方法是在运动过程中使工件与电极之间连续做切割运算,移除工件与电极相交部分,形成工件加工表面。加工模拟实现过程如图5。

图5加工模拟实现漉程
4 应用实例
闭式三元流叶轮加工在国内是一个难题,它的结构如图6所示。由于该叶轮叶片曲面为自由曲面,叶片扭曲度大,且在叶轮的四周有护环包围,这样的结构增加了加工的困难。若采用铣削方法加工,刀具无法伸到叶片的里面进行加工,刀具可达性差,另外零件由高温合金材料制造,该材料也为难加工材料。为了加工此类零件,国内对该类零件的加工进行了研究,采用电解/电火花组合加工方法进行了试验,已加工出该零件,它采用分步加工方法,先采用电解加工预加工出叶片通道,再用电火花成形加工法加工出叶片形状。
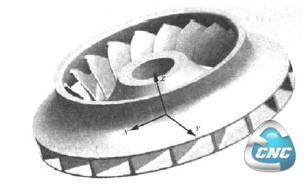
图6闭式三元漉叶轮[
在该零件的电火花加工中,利用虚拟电火花成形加工机床完成了电极分块设计,叶片加工仿真、加工路径规划、数控加工程序编程、加工干涉检查等工作,为该叶轮的加工提供了数字化制造技术。利用该虚拟机床进行叶片加丁模拟得加工运动路径,通过虚拟CNC模块生成各坐标轴的运动分量,最后通过数控后处理程序生成机床的数控加工程序。
5 结语
建立了由装配、控制、人机接口等模块组成的虚拟电火花成形加工机床;采用约束与尺寸驱动技术实现了对机床各坐标轴的驱动,并利用虚拟数控电火花加工机床模型解决了复杂曲面的加工难题。在实际应用中把它用于闭式三元流叶轮中,成功地解决了该工件的加工模拟、加工路径计算,加工自动编程、运动干涉检杏等工作,操作方便、过程直观,提高了工作效率,其应用结果对实际加工具有重要的指导意义。
- 第1页:五轴联动虚拟电火花成形加工机床设计与应用(1)
- 第2页:装配模型数据结构
- 第3页:运动轴驱动
- 上一篇文章:西门子数控系统 创新发展之路
- 下一篇文章:数控技术专业理论教学方法