

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的自动分选装置的技术改造
本文应用PLC及其相应的A/D特殊功能模块代替计算机对滚柱直径自动分选装置进行技术改造。通过在PLC实训室的全面反复模拟调试,表明该方法具有可靠可行性,值得推广。
4)滚柱直径自动分选装置的HC控制程序设计设计滚柱直径自动分选装置的PLC控制程序如图3所示。
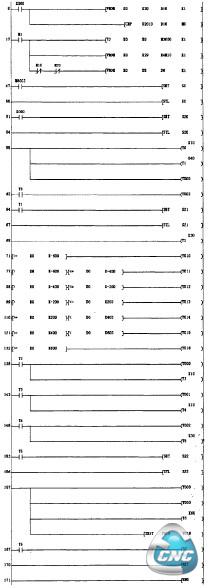
图3滚柱直径自动分选装置的PLC控制程序
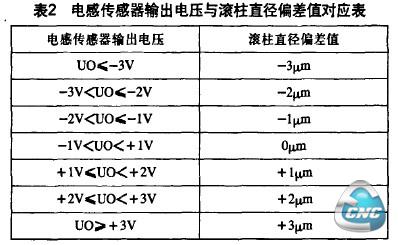
控制程序说明:本技术改造是纯粹基于原系统进行的,考虑各个控制对象动作的合理先后顺序,在控制程序中是通过启用多个定时器来实现的。如果在原系统中加装一些行程开关和压力继电器来进行相应的行程限位控制,将更科学、更合理。另外,由于涉及到电感传感器输出的电压模拟量控制,而原控制系统中未详细说明,因此,在PLC控制程序中对电感传感器输出电压与对应滚柱直径偏差值作了如下定义,见表2。这在技术上也是完全可以做到的。当然也可以根据实际情况来编写控制程序,只需修改参数即可。
5)滚柱直径自动分选装置的PIC控制系统模拟调试
在PLC实训室对滚柱直径自动分选装置的PLC控制系统进行模拟调试时,输入FX2N-4AD的“来自电感传感器”的电压模拟量由PLC实训室的0~24V直流可调电源代替,负电压采用调换电源极性输入FX2N-4AD来实现。经过金面反复的调试,能实现滚柱直径自动分选,且控制系统稳定可靠。
3 结论
用PLC对原来由计算机控制的滚柱直径自动分选装置进行技术改造,方法简单易行,升级方便灵活、系统运行稳定可靠,具有很好的实用价值,值得推广。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:交流伺服电机在数控卷簧流水线中的应用
- 下一篇文章:目前数控技术专业的教学现状