

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的位置闭环伺服控制在大行程定位中的应用
本文针对工业生产中一些大行程、高精度定位控制要求,提出基于带型磁栅尺和PLC的位置闭环控制系统。采用西门子S7—200 PLC,实时捕捉磁栅尺的高速脉冲,实现了大行程位置闭环自动定位控制,并应用于塑钢型材锯切中心控制系统,以较低的成本,解决了传统步进电机开环控制带来的精度问题,大大降低了精确定位控制门槛,具有很强的实际应用价值。
2.3 系统回零的实现
由于每次加工塑钢型材时,第一刀切割都是在型材的端部开始的,所以直接采用第一刀作为系统的零点,因此可以将数控系统必须回零点的步骤省略。回原点采用行程开关就可以达到控制要求,为了实现高速回零,同样采用上述定位控制中的方法,将之前送料小车走过的所有行程作为返回距离,控制步进电机升降速,实现高速回零。如果需要精确回零,可采用文献H1中提出的方法。在步进电机轴上安装增量编码器,利用增量编码器每转一周发出的z相脉冲即原点信号脉冲进行回零操作。
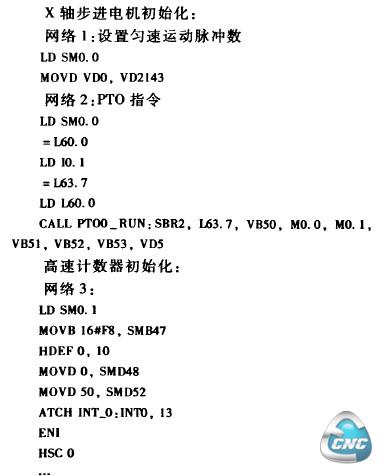
2.4 PLC控制程序
3 系统精度分析
基于磁栅尺的步进电机位置伺服控制系统,系统精度主要决定于步进驱动系统、同步带传动系统和磁栅尺测量系统。步进电机步距角为1.8度,步进电机驱动器选用16细分(最大128细分),即3200P/r,步进电机每旋转一周带动同步带为32mm,即步进驱动系统精度0.1 mm;磁栅尺的分辨率为0.05mm,所以当步进电机驱动设置为16细分时,定位精度主要取决于磁栅尺位移测量系统。实际加工工程中加工精度为0.06mm,符合塑钢型材加工生产的工艺要求。
4 结束语
采用磁栅尺和PLC基本指令实现了送料台单点和多点定位控制系统,虽然不是真正意义上的闭环反馈系统,但能够实现较高的定位精度和运行速度,使得行程较大的定位控制的技术门槛和研制成本大大降低,在很多场合可以替代原有昂贵的数控系统。该设计成功应用于塑钢型材锯切中心控制系统的开发中,取得满意的定位精度,具有很好的推广价值。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:交流伺服电机在数控卷簧流水线中的应用
- 下一篇文章:目前数控技术专业的教学现状