



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于网络与状态监测的智能数控技术
2 基于网络的层次化监控机制
网络技未的发展使得对数控系统的婀络需求日益提高,网络化已成为数控技术的又一发展趋势。以开放式数控体系架构为支撑,开发统的网络支持单元,可多乏现基于网络的状态监侧与远程诊断。
系统远程监测对象被确认为数控系统界面,加工场景以及传感器反馈的运行状态信息。不同的监测对象将向远程终端提供不同的机床加工信息。
为保证监测数据在网络中的平稳传输,除选用高速网络设备外,系统采用同步切换机制,由远程丝喘选取监测对象,而控制策略单元则负责确保远程终端同一时刻最多只监测一种对象,并根据远程终端反馈的诊断结论以及CNC系统对运行状态数据的分杆结果更新控制信息。由于数据采集及传输涉及大量数据,将耗费较多的系统资源,因此在软件结构上分别被分配了一个独立线程,实现与系统主控线程的异步并行协调运行;图5所示为针对不词监测对象系统的网络监控模块功能结构图。
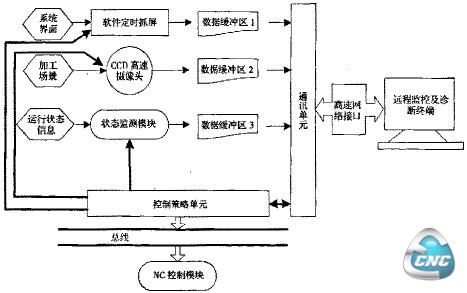
图5系统的网络监控模块功能结构图
系统采用层次化控制策略以实现远程监测的快速响应以及对网络资源的合理利用。上述CNC系统在网络环境中可视为一个智能体。机床运行过程中,CSC系统自动监测并调整加工状态。对于系统无法确认并自主处理的信息,CNC系统将主动向最近的诊断服务器发送诊断请求信息。如果得到响应,系统将按照诊断结果继续执行:否则,CNC将向上一级服务器继续此流程。经由企业内部网,系统按照车间级、工厂级及企亚级三级网络监测机制配置资源请求策略:同时经由万维网实现CNC系统与世界范围的远程终端的互联.以充分共享异地诊断专家的知识,并方便用户实现异地监测。
3 结论
以并放式CNC为平台构建系统集成状态监测及元胞自调整策略为系统安全及加工优化提供了一体化解决方案;功能基于网络的层次化监控机制合理利用网络资源,并为远程监侧及诊断服务终端提供丰富的状态信息。
- 第1页:基于网络与状态监测的智能数控技术(1)
- 第2页:在机质龄检侧及状态信息综合响应
- 第3页:基于网络的层次化监控机制
- 上一篇文章:基于PLC的动态系统故障诊断与带故障运行方法
- 下一篇文章:大螺距大牙形螺纹数控技术加工