

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控飞锯电气系统的柔性控制数控技术
本文介绍了数控飞锯柔性控制原理,分析了数控飞锯一个锯切周期各运动段的柔性控制技术。在DF(PLC)-I型控制系统中首先在位置环内对正向起动加速度进行自动计算、自动调整,其次在位置环后添加了加速度限制环节,但并不改变位置环输出曲线的斜率,目的是保护驱动系统和机械,避免过大的加速度;同时采用部分加速度段线性增长的方法实现了锯车线性加速曲线拐点的平滑过渡,减小了冲击值。采用独特设计的柔性控制技术,可以有效减小飞锯机械的冲击和磨损,对于频繁起、制动的数控飞锯是一项十分实用的控制技术。
2.2 冲击的控制
我们知道在位置伺服系统中,冲击r定义为:r=da/ dt
在图3 所示的理想线性加速时,虽然其起动距离最短,但是在t=t1、t=t2时有两个拐点,冲击值很大。为了减小冲击,则应使拐点平滑过渡。我们在DF(PLC)-I型控制器中实现图4 所示的控制,即在t1~t2时间段加速度线性增长,在t3~t4时间段加速度线性下降,从而达到对冲击值的限制。(t1~t2)和(t3~t4)时间段的大小,将影响冲击值的大小。时间段取值大一些,冲击值将小一些,但小车从停止到起动达到同步的时间将加长,小车达到同步时的起动距离将加大。所以这两个时间段的大小应综合考虑,一般在飞锯机械有效行程较长时,可以适当加大。反之则减小。
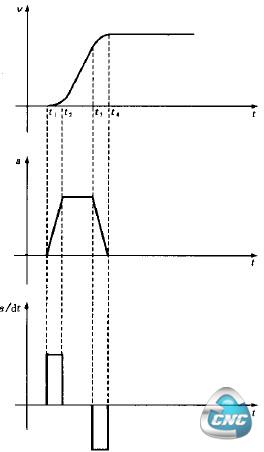
图4锯车实际线性加速示意图
2.3 回程速度限幅值和其它曲线段的柔性控制
当对正向起动段的加速度、冲击控制有了深入的了解后,那么回程速度限幅值和其他曲线段的柔性控制就十分容易理解了,二者控制的原理是相同的。
3 结束语
焊管、冷弯机组的规格型号很多,要设计一个通用的控制程序去适应各种规格的机组应用,需要我们去做大量的实验工作,采集大量数据,并由此建立一个适用性广的数学模型,从而实现适用于各种规格数控飞锯的柔性控制。实践表明,我们已达到既定的目标。采用柔性控制后,数控飞锯运行柔和平稳,提高了机械寿命,也提高了定尺精度。
- 第1页:数控飞锯电气系统的柔性控制数控技术(1)
- 第2页:锯切过程的柔性控制
- 第3页:冲击的控制
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:基于PLC的动态系统故障诊断与带故障运行方法
- 下一篇文章:大螺距大牙形螺纹数控技术加工