



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

高速铣削与数控技术编程
1.1.3 保证刀具轨迹的平滑过渡
刀具轨迹的平滑是保证切削负载恒定的重要条件。如图4所示,螺旋曲线走刀是高速切削加工中一种较为有效的走刀方式。
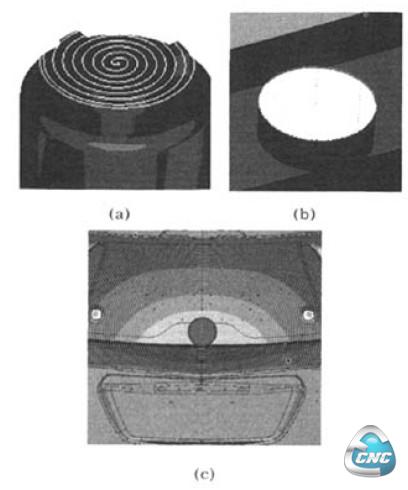
图4螺旋曲线走刀方式示意图
在NC编程中应尽量避免刀具路径轨迹出现尖角,让轨迹尽可能的光顺,这样可以提高工件表面加工质量,从而降低模具数控加工后的后续研磨强度。如图5中c图所示的刀具轨迹最好。
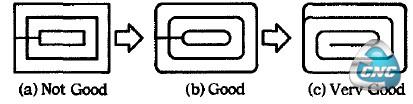
图5刀具轨迹优化示意图
1.1.4 尽量减少刀具的急速换向
由于进给量和切削速度非常高,编程人员必须预测刀具是如何切削材料的。除了减小步距和切削深度以外,还要避免可能的加工方向的急剧改变。急速换向的地方要减慢速度,急停或者急动会破坏表面精度,而且有可能因为过切而产生拉刀或者在外拐角处咬边。
通常,切削过程越简单越好。这是因为简单的切削过程可以允许最大的进给量,而不必因为数据点的密集或者方向的急剧改变而降低速度。从一切削层等变率地降到另一层要好于直接跃迁,采用类似于圈状的路线将每一条连续的刀具路径连接起来,可以减小加速度的突变。实际的高速数控编程中,常常用圆弧连接来过渡切削移动以缓解这种急速换向的现象。
1.2 保证工件的高精度
1.2.1 减少刀具的切人次数
为了保证工件的高精度,最重要的一点就是尽量减少刀具的切入和切出次数。
在高速数控编程中常常选择回路或者单向路径切削。这是因为在换向时,NC机床必须立即停止(紧急降速)然后再执行下一步操作。由于机床的加速局限性,容易造成时间的浪费。因此,许多人选择单向的路径切削模式来进行顺铣,尽可能地不中断切削过程和刀具路径,尽量减少刀具的切人次数,以获得相对稳定的切削过程。图6显示了减少刀具切人次数的有效方法。
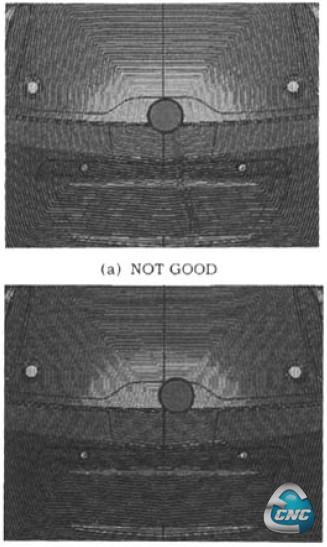
图6走刀轨迹示意图
1.2.2 精加工刀具的选择
高速精加工不同于粗加工与半精加工,高速精加工直接决定了所加工工件的加工质量的好坏,所以精加工选用适当的刀具也非常重要。在同等条件下,刀具越长刚性越差,加工时让刀越严重。所以精加工应尽量选用较短的刀具,可以减少让刀现象,保证加工质量。但是由于3D加工往往形状复杂,较深的地方刀具会发生碰撞,这时就可以采用摆角加工,这样就可以保证使用较短的刀具保证加工时减小让刀,从而保证加工质量。同样,精加工清角也可以采用这种方法进行加工。
- 第1页:高速铣削与数控技术编程(1)
- 第2页:保证刀具轨迹的平滑过渡
- 第3页:保证工件的表面加工质量
- 上一篇文章:FANUC数控系统 制造业坚实奠基石
- 下一篇文章:数控网络化加工的数控技术的研究