



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

叶轮零件的五轴数控制造质量与关键数控技术研究
2 叶面的数控加工
机械制造中复杂曲面零件的加工需求量越来越大,在风机、汽车、飞机和轮船等制造工业中具有广泛的应用,如风机叶轮、汽车的覆盖件模具、飞机机身和涡轮发动机的零部件等。因此,对于叶轮叶面这些有着空间曲面轮廓造型的复杂曲面轮廓,采用传统的设备和制造方法已经无法达到要求,或者加工效率与加工精度难以满足要求,所以,叶面的数控加工方法不仅是解决叶面制造难题的有效途径,也是研究此类问题的一个切入点,具有普遍意义。
2.1 建模
要数控加工叶片首先要建立其三维模型,这个模型是对叶轮的确切数学描述或真实模拟。叶片是复杂的空间曲面体,其设计和制造过程复杂。从叶片的绘制过程可知,流体动力设计所得到的叶片流线数据和叶片轴面截线数据在叶片截线图中已无法得到直接的反映,代替的是沿等高线方向给定的截线。因此选择将叶片沿流面或轴面的方向来描述。可利用截线图上的截面数据,结合轴面投影图,反算出叶片工作面和背面的轴面截线的三维坐标值,并以此来实现叶片曲面的造型。轴面流线与轴面截线交点的三维坐标构成叶片表面的三维点云。把这些离散的三维点云数据按照三阶平滑连接的规则进行拟合,就可得到叶片的表面模型。
确定了一个叶片实体模型后,读取叶片数据,调用环形阵列或旋转的方法进行多叶片复制,最后便可得到一组围绕着叶轮轴心线、在圆周方向均匀排列的叶片实体模型,如图2-4。这样就可以及时直观地在三维空间中多方位地观察叶片的实体,从而对已完成的叶片做出直观评述,考察叶片的流体动力性能,如叶片表面型线是否光滑连接、叶片弯曲程度是否均匀、包角大小是否符合要求等。同时,表面模型与实体模型都可以与相应的数控软件接口连接,在屏幕上实现加工模拟、观察数控刀具的走刀路线、进行加工工艺性检查等,也可以实现数控编码的自动生成、进行数控加工。再者,无论是曲面模型还是实体模型都具备有限元网格生成的功能,可以将数据导入流体动力有限元分析和叶轮应力有限元软件中,通过叶轮模型与有关有限元软件的接口,实现对叶轮零件的有限元分。
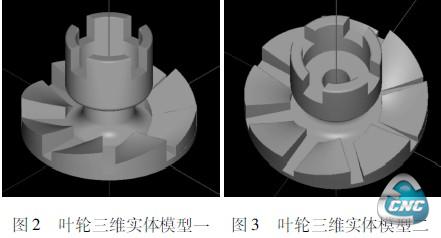
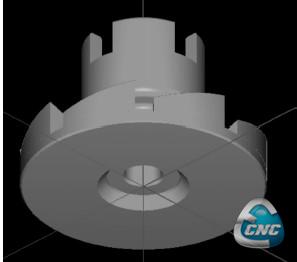
图4 叶轮三维实体模型三
2.2 加工程序调试
为了确保数控加工程序的正确性,避免机床、刀具和工件的运动干涉,提高加工效率、降低生产成本,要对程序进行调试。调试程序的传统方法可采用实际加工法。目前国内外已广泛采用计算机仿真技术对数控切削过程和干涉现象进行仿真计算,利用计算机图形显示系统把加工过程中的零件模型、加工轨迹、刀具外形一起显示出来,模拟刀具切削毛坯的整个过程,这样就可以对刀具轨迹进行正确性验证。
(1)仿真分析与刀具轨迹验证
数控加工仿真系统可以通过几何仿真、物理仿真和加工过程仿真来验证刀具轨迹,检测在加工过程中机床各运动部件之间可能会发生的干涉,验证实际被加工曲面与理想零件曲面之间的误差。切削几何仿真也称为数控加工程序验证,即以理想几何图形来检验数控代码是否正确。此时刀具和零件均被视为刚体,不考虑切削参数、切削力及其他因素对切削加工的影响。切削加工的物理仿真是将整个工艺系统视为弹塑性实体,对被控对象的多个物理特性及其变化特征进行模拟。物理仿真牵连面广,几乎涉及工艺系统的每一个环节,但是要完整描述切削加工中整个工艺系统的物理性质非常困难。在此采用几何仿真,以便消除因程序错误而导致的机床损坏、夹具或刀具干涉碰撞和零件报废等问题,缩短从产品设计到制造的时间周期,降低生产成本。具体可以采用Pro/E、MasterCAM、UG等制造软件进行,也可采用针对设备的专用仿真软件仿真,见图5。
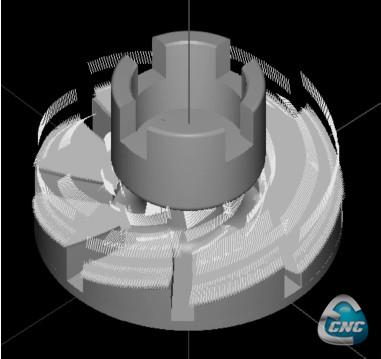
图5 叶面五轴制造仿真
中进行优化。叶面的五轴加工刀具轨迹求解的实质就是根据刀路规划计算刀具的走刀起止点和工作台的旋转角度。这个工作主要包括两部分:① 基于样条插值求解刀具切削间距;② 在非线性方程组牛顿迭代法计算的基础上进行五轴加工刀具轨迹算法求解。也就是要使工作台旋转至水平方向,让刀具沿叶片截线方向走刀。这样,刀具的每次加工都是水平方向的直线走刀。求出工作台的旋转角度和刀具每次走刀起始点的坐标,就可得到刀具的加工轨迹,见图6。
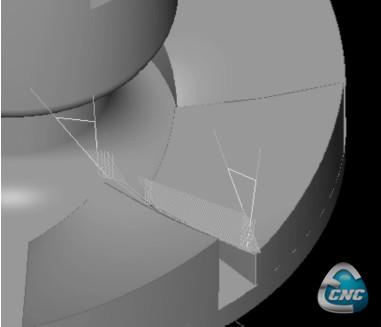
图6 刀具轨迹的优化
2.3 叶轮的数字化制造
(1)加工策略
叶轮叶面在造型上大致可分为:柱面叶片,直纹叶片和扭曲叶片。对于数控系统来讲,无论是曲面的整体加工还是叶面局部的加工,策略应该是一致的,加工空间曲面实质上就是对处于空间曲面上的任意空间曲线进行插补计算。但直纹叶片是由直线扫掠而成,这样可以减小空间插补误差,节省加工代码和加工时间。但要形成直线扫略,必须满足两个条件:①叶面是否由直线形成;② 刀具必须有足够的直线扫略空间。
- 第1页:叶轮零件的五轴数控制造质量与关键数控技术研究(1)
- 第2页: 叶面的数控加工
- 第3页:叶轮零件的加工质量分析
- 上一篇文章:浅谈虚拟数控车床数控技术与应用
- 下一篇文章:数控技术:华中数控铣床如何在不保存断点的情况下恢复断点