



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

一种基于RTLinux的五自由度开放式并联激光加工数控系统
3.2 正反解多解问题
在求解并联机器人正反解方程的过程中存在方程多解问题:在正解计算中一组实轴坐标对应两组虚轴坐标,其中有一组虚轴坐标位于静平台(B1B2B3平面)上方,可舍去;在反解计算中一组虚轴坐标对应两组实轴坐标,由于本系统具有驱动轴(实轴)单轴手动功能,如果直接舍去反解计算的一组实轴解,会造成手自动切换时系统伺服轴跟随误差出界。产生这种情况的原因是:实轴在单轴手动时可能进入被舍弃的实轴解空间,而实轴单轴手动时系统是不进行反解计算的,因此不会发生报警事件;而在切换到自动状态时反解生效,但实轴解为另一组解,由于理论值与实际值相差很大,造成跟随误差出界报警(如图4所示)。
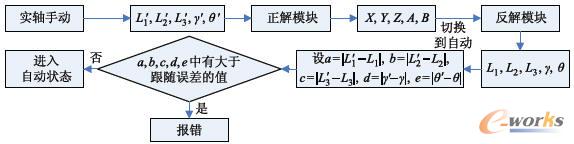
图4 手自动切换过程示意图
为了解决反解多解问题,在反解模块中引入变量来读取实轴实时坐标(L'1,L'2,L'3,γ',θ'),将其与反解计算值(L1,L2,L3,γ,θ) 进行比较,取最接近实轴实时坐标的那组解作为输出,经过处理后驱动实轴运动。为了节省运算时间,此判断过程只在实轴单轴手动切换到自动状态时生效,判断过后一直采用选中的那组解的解析表达式计算实轴坐标,直到下次切换。
3.3 旋转轴“过零”问题
第4 轴(旋转轴)在经过0°点时,会出现突然反转现象:在并联机器人作加工时,在某些位置需要从359.999°运动到0.001°,加工过程只需要旋转轴运动0.002°,而实际情况是旋转轴转动大弧359.998°,产生这种现象的原因是系统将旋转轴当作线性轴来处理,而反解计算只能计算0°到360°的半闭半开区间,旋转轴到360°就会归零。这是加工所不需要的,系统也不可能在一个插补周期内完成一周的转动。
为解决此问题,将第4轴反解计算值与当前实时坐标相减,然后按下式修正计算值:

式中γnew为修正后的第4轴坐标,γ0为修正前的第4轴坐标计算值,γreal为第4轴的当前实时坐标,┌┐为向上取整符号。
3.4 加工曲线生成问题
对于5自由度加工,人工编程有很大难度,而现有的计算机辅助制造(CAM)软件没有针对并联机构的模块。为利用现有的CAM软件进行加工编程,在位姿正反解模块中加入转换模块,将CAM中给定的结构和正反解输入输出坐标相互转化。操作者可根据不同的CAM软件定制不同的转换模块。
以UG的五轴双摆头结构X、Y、Z、A、B为例说明转换模块的转换过程。首先,为简化转换过程,将第4、第5轴偏置设为0,这样UG在转换时就不考虑刀长,那么UG输出代码中的X、Y、Z与并联结构的需求一致,不需要再作转换.我们只需要对刀轴姿态进行转换:设单位刀轴矢量在X轴的投影为I、在Y轴的投影为J、在Z轴的投影为K,A为主摆角,B为副摆角,刀具轴在Z轴上,通过数学推导可得出反解模块的刀轴矢量和A、B的关系如下(式中i、j、k依次为矢量I、J、K的模,A、B依次为转角A、B的角度值):

同样可得出正解模块的转换关系为:

4 插补算法的设计(Design of the interpolation algorithm)
用并联机器人进行激光加工主要是控制激光焦点的运动,并保持激光处于工件当前加工点的法线方向。并联机器人是由复杂的空间机构组成的,激光光轴位姿参数与控制系统驱动坐标位置之间需要经过坐标变换,从而获得控制所需的几何描述。因此,并联机器人的插补方式与传统数控也有所不同。
本系统插补计算将机构末端的运动轨迹离散为一系列首尾相接的小线段:给定一个插补周期(作为系统参数,用户可设定),按照指令中给出的轨迹进给速度,单独计算各轴方向上的位移增量,将连续的轨迹离散为若干离散点序列,然后应用S型加减速算法,对插补步长进行修正。利用反解模块将插补生成的离散点映射到关节空间,系统根据反解模块计算结果驱动伺服电机运动。
- 上一篇文章:数控装置的日常维护与保养
- 下一篇文章:机床数控系统的组网与远程监控的实现