

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

金属增材制造技术解读
发布时间:2017-05-04
作者:e-works黄菊锋
来源:e-works
金属增材制造作为增材制造技术最重要的一个分支,近年来随着3D打印技术的迅速发展,也取得了极大的进展。本文将对金属增材制造技术进行全面的梳理。
3、几种金属增材制造技术比较
综合比较,激光选区熔化制造技术(SLM)和选区电子束熔化制造技术(EBSM)在制造中小型复杂精密结构件方面具有独特优势,两者主要差别在于热源不同,SLM以激光为热源,EBSM 以电子束为热源。此外,与EBSM 相比,SLM激光器出现的时间较早,技术比较成熟,且因其采用的金属粉末粒径较小,成形精度较高;但EBSM所采用的电子束相对廉价高效,发射的能量束可达3000W,是激光器的10多倍,成型速度是SLM 的4~5倍,加工材料也更宽泛。
激光立体成形制造技术(LSF)和电子束熔丝制造技术(EBFF)均适合于中、大型复杂零件的快速制造,均具有较高的加工柔性,LSF能够实现多品种、变批量零件制造的快速转换,EBFF可实现多功能加工,即在同一台设备上的既可以实现熔丝沉积成形也可以实现深熔焊接。但由于加工工艺的制约,两者均难以加工形状高度复杂的结构。两者的差别主要在于,LSF技术在零件修复和材料混合制造方面更具优势;EBFF 技术加工效率最高,积速率可达15kg/h,这是其他任何金属增材制造技术都无法比拟的,且内部质量好,所成形的金属零件,无损伤内部质量可以达到相关标准的I级。
与以上四种金属增材制造技术相比,电孤增材制造技术(WAAM)最大的优势在于成形环境开放,成形件尺寸无限制,电孤成本更低等,因此更适用于大尺寸复杂构件的原位制造和复合制造;但是电弧增材制造的成形过程稳定性差、控形柔性差、成形精度低,一般需要更多后续加工处理。
表:金属增材制造技术比较 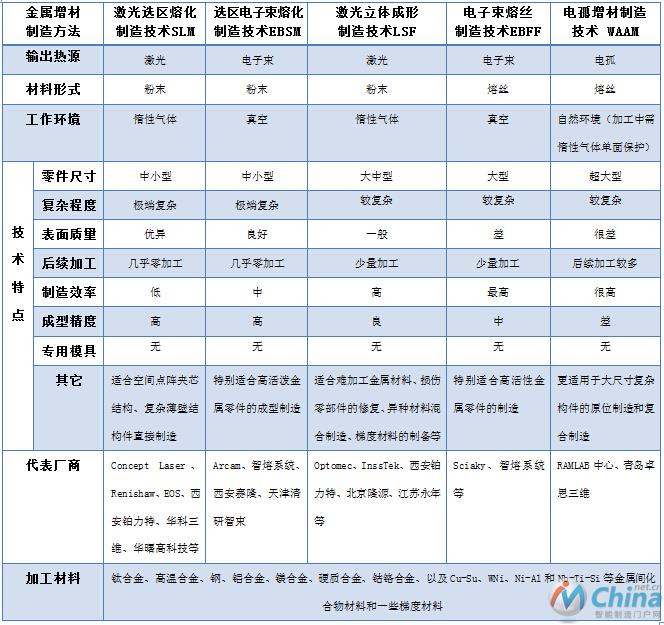
(注:表中对表面质量、制造效率、成型精度等技术特点的描述是相对表中的几种增材制造技术而言)
- 第1页:金属增材制造技术解读(1)
- 第2页:金属增材制造技术解读(2)
- 第3页:金属增材制造技术解读(3)
- 第4页:金属增材制造技术解读(4)
- 第5页:金属增材制造技术解读(5)
- 第6页:金属增材制造技术解读(6)
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:物联网时代,NB-IoT正在强势崛起
- 下一篇文章:什么是智能物流和智能物流的新运营?