

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

金属增材制造技术解读
发布时间:2017-05-04
作者:e-works黄菊锋
来源:e-works
金属增材制造作为增材制造技术最重要的一个分支,近年来随着3D打印技术的迅速发展,也取得了极大的进展。本文将对金属增材制造技术进行全面的梳理。
2、金属增材制造分类及原理
历经20多年的发展,金属增材制造的成形技术有许多不同的种类和分类方法。当前,金属增材制造比较普遍的一种分类方法是分为:以粉末床为主要技术特征的选区熔化技术,和以同步材料送进为主要技术特征的高能束熔覆技术。根据施加的热源和材料形式不同,前者主要包括选择性激光烧结技术(SLS)、选区熔化技术(SLM)和电子束选区熔化技术(EBSM);后者包括激光立体成形技术(LSF)、电子束熔丝沉积技术(EBF3)、电弧增材制造(WAAM)等。其中, SLS制造金属零部件,通常有两种方法,其一为间接法,即聚合物覆膜金属粉末的SLS;其二为直接法,即直接金属粉末激光烧结(DirectMetalLaserSintering, DMLS),与间接SLS技术相比,DMLS工艺最主要的优点是取消了昂贵且费时的预处理和后处理工艺步骤,具有更强的应用价值。
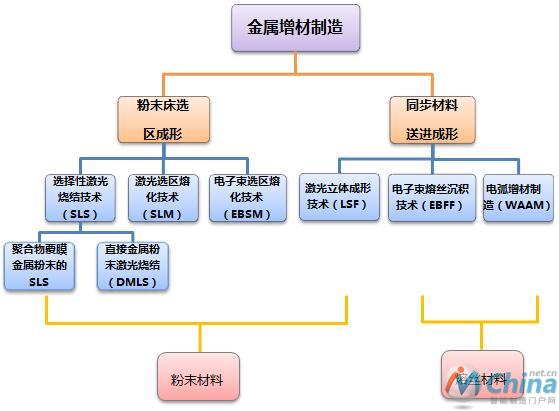
金属增材制造技术分类
下文将对DMLS、SLM、EBSM、LSF、EBF3、WAAM等几种金属增材制造技术进行解析。
2.1 激光选区熔化技术
激光选区熔化技术(Selective Laser Melting,SLM)是由粉床选区激光烧结技术(SLS)发展而来,以金属粉末为加工原料,采用高能密度激光束将铺洒在金属基板上的粉末逐层熔覆堆积,从而形成金属零件的制造技术。
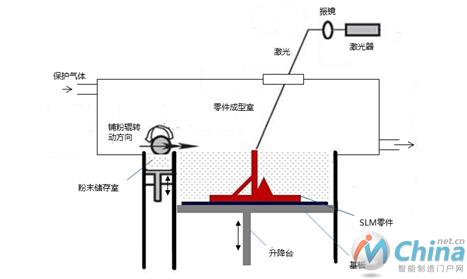
激光选区熔化技术工作原理
2.2 直接金属粉末激光烧结技术
直接金属粉末激光烧结技术(Direct Metal Laser Sintering, DMLS)是选择性激光烧结技术(SLS)的一个重要分支,主要针对金属合金的加工。通过使用高能量的激光束再由3D模型数据控制来局部熔化金属基体,同时烧结固化粉末金属材料并自动地层层堆叠,以生成致密的几何形状的实体零件。
DMLS的成型原理与SLM类似,只是DMLS所用金属材料为经过处理的与低熔点金属或者高分子材料的混合粉末,加工的过程中低熔点的材料熔化但高熔点金属粉末不熔化,利用被熔化的材料实现黏结成型,所以实体存在孔隙,力学性能差,使用还需经过高温重熔。SLM为单一组分的粉末,且SLM将粉末烧结改良成熔化,成型精度和力学性能都比SLS要好。
目前两者的界限很模糊,区别不明显,DMLS技术虽翻译为金属的烧结,实际成型过程中多数时候已将金属粉末完全熔化。
目前两者的界限很模糊,区别不明显,DMLS技术虽翻译为金属的烧结,实际成型过程中多数时候已将金属粉末完全熔化。
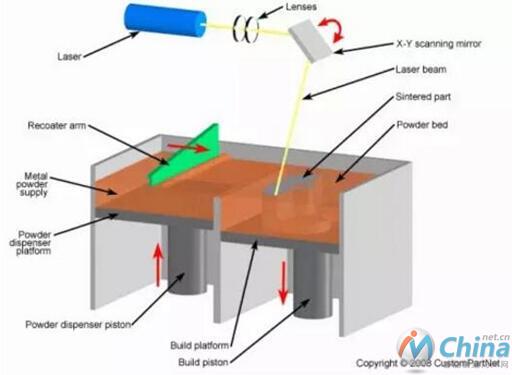
直接金属粉末激光烧结技术工作原理
2.3 电子束选区熔化技术
电子束选区熔化技术(Electron Beam Selective Melting,EBSM)的原理与SLM类似,只不过EBSM是在真空环境中,以电子束作为输出热源。相比激光,电子束更容易获得,可以相应的降低部分加工成本,同时真空的工作环境也可以有效保证钛合金和铝合金在内的很多活泼金属在加热过程中不易被氧化。
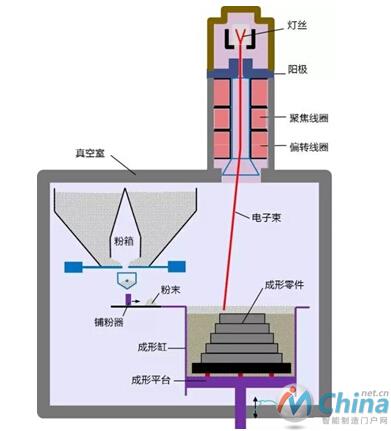
电子束选区熔化技术工作原理
2.4 激光立体成形技术
激光立体成形技术((Laser Solid Forming,LSF)是通过快速成型技术和激光熔覆技术有机结合,利用高能量激光束将与光束同轴喷射或侧向喷射的金属粉末直接熔化为液态,通过运动控制,将熔化后的液态金属按照预定的轨迹堆积凝固成形,获得从尺寸和形状上非常接近于最终零件的“近形”制件。
值得一提的是,这项技术是于上世纪90年代由美国Sandia国家实验室首次提出,随后在多个国际研究机构快速发展起来,并且被赋予了很多不同的名称,如美国Sandia国家实验室的激光近净成形技术LENS(LaserEngineeredNetShaping),斯坦福大学的形状沉积制造(SDM),密西根大学的直接金属沉积(DMD),德国弗劳恩霍夫(Fraunhofer)激光技术研究所的激光金属沉积(LMD),中国西北工业大学的激光立体成形技术(LSF)等,虽然名称各不相同,但是技术原理却几乎是一致的,都是基于同步送粉和激光熔覆技术。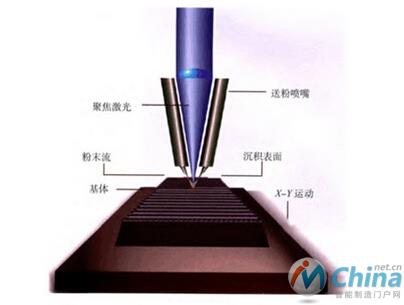
值得一提的是,这项技术是于上世纪90年代由美国Sandia国家实验室首次提出,随后在多个国际研究机构快速发展起来,并且被赋予了很多不同的名称,如美国Sandia国家实验室的激光近净成形技术LENS(LaserEngineeredNetShaping),斯坦福大学的形状沉积制造(SDM),密西根大学的直接金属沉积(DMD),德国弗劳恩霍夫(Fraunhofer)激光技术研究所的激光金属沉积(LMD),中国西北工业大学的激光立体成形技术(LSF)等,虽然名称各不相同,但是技术原理却几乎是一致的,都是基于同步送粉和激光熔覆技术。
激光立体成形技术工作原理
2.5 电子束熔丝沉积技术
电子束熔丝沉积技术(ElectronBeamFreeformFabrication,EBFF),是电子束焊接技术(EBM)和快速成形思想结合的产物。在真空环境中,高能量密度的电子束轰击金属表面,在前一沉积层或基材上形成熔池,金属丝材受电子束加热融化形成熔滴。随着工作台的移动,使熔滴沿着一定的路径逐滴沉积进入熔池,熔滴之间紧密相连,从而形成新的沉积层,层层堆积,直至制造出金属零件或毛坯。
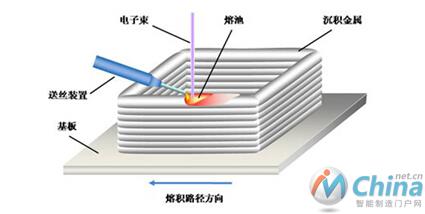
电子束熔丝沉积技术工作原理
2.6 电孤增材制造技术
电弧增材制造技术(Wire ArcAdditive Manufacture,WAAM)是以熔化极惰性气体保护焊接(MIG)、钨极惰性气体保护焊接(TIG)以及等离子体焊接电源(PA)等焊机产生的电弧为热源,通过金属丝材的添加, 在程序的控制下, 按设定成形路径在基板上堆积层片,层层堆敷直至金属零件近净成形。
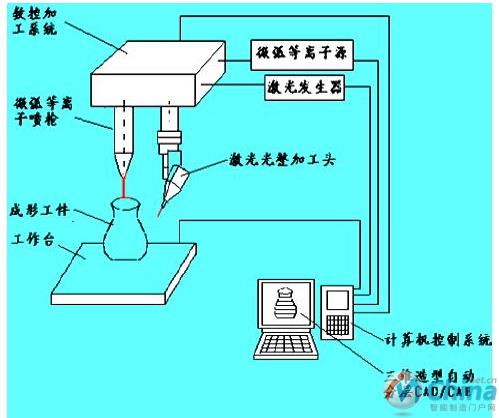
电孤增材制造技术工作原理
- 第1页:金属增材制造技术解读(1)
- 第2页:金属增材制造技术解读(2)
- 第3页:金属增材制造技术解读(3)
- 第4页:金属增材制造技术解读(4)
- 第5页:金属增材制造技术解读(5)
- 第6页:金属增材制造技术解读(6)
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:物联网时代,NB-IoT正在强势崛起
- 下一篇文章:什么是智能物流和智能物流的新运营?