



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

艾默生CT PLC在数控磨沟机中的应用
3 艾默生CTEC20H解决方案
3.1 原理设计
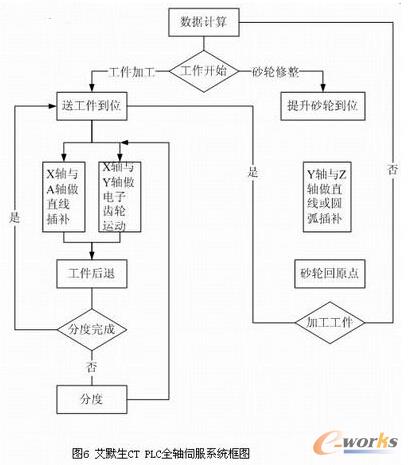
本项目应用艾默生CTEC20H型高速运动控制专用PLC实现X+Y+Z+A轴全轴伺服控制,实现的功能高于数控加工中心。项目增加了砂轮的修整和砂轮磨损补偿功能,也是该项目中难度最大的部分。基于艾默生CTEC20H型PLC解决方案的系统原理。
3.2 电控系统设计
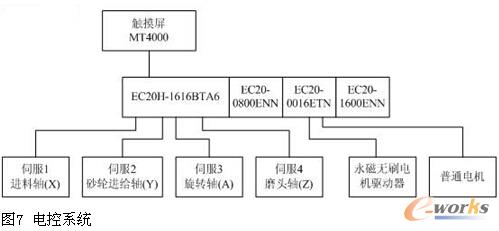
电控系统配置如图7所示:触摸屏HMI用于参数设定、设备状态显示等功能。伺服用于工作进给轴、旋转轴、砂轮进给轴、磨头轴的控制。永磁无刷电机用于控制磨头的转动。普通电机用于控制砂轮的转动。
3.3 EC20H伺服控制设计
(1)各轴的单独控制:实现X、Y、Z、A各轴的手动控制功能,可以让用户单独控制各轴的运行。主要是用于对刀,手动调试等功能,使用DRVI指令实现该功能。
(2)插补功能:X轴与A轴:线性插补,用于实现产品的螺距和导程角度;螺距和导程角度是加工产品的两个重要技术参数,通过X轴与A轴的线性插补实现该功能。X轴以一定的速度前进,A轴通过涡轮涡杆实现工件的旋转,以一定的角速度旋转,这样就可实现工件按所设定的螺距和导程角度进行运行。
通过LIN指令实现该功能。
(3)X轴与Y轴:电子齿轮,用于实现磨沟深度的递减,在磨削过程中,磨沟深度是与进料长度成线性递减的;通过GEARBOX指令实现该功能。
(4)Y轴与Z轴:线性及圆弧插补,根据用户的要求,可以实现修整出不同截面形状
的砂轮;首先通过AUTOCAD导入该截面形状,然后将对应的坐标用D元件替代,以便用户可以通过触摸屏进行设定。主要用到LIN和CCW指令。
(5)原点回归:该设备在初始上电时,要进行圆点回归,以实现设备开始运行时都会在一个同样的初始状态。同时,所有的坐标归零。使用DSZR指令实现该功能。
4 结束语
目前该项目的主要功能已经实现,和数控加工中心相比,增加了砂轮载形修整功能,显现出EC20H运行控制型PLC所具有的优异的技术特点。对于需要多轴插补功能的应用场合,基于艾默生CTPLC的机电一体化系统集成产品将表现出强大的技术优势。
- 上一篇文章:水轮机叶片造型及数控铣削
- 下一篇文章:数控刀具选择与刀具系统的设计优化