

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

艾默生CT PLC在数控磨沟机中的应用
在对数控磨沟机产品原理分析的基础上,论述了基于艾默生CT EC20H高速运动控制型PLC在机床数控集成自动化系统设计中的应用。对于需要多轴插补功能的机电伺服控制领域,艾默生CT EC20H产品表现出强大的技术优势。
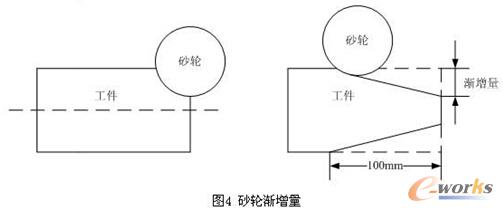
(2)砂轮渐增量进给控制。工件在加工过程中,沟槽深度是逐渐变浅的一个过程。渐增量是指工件送进100mm时,砂轮提升的高度。
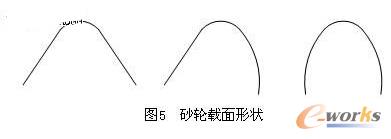
(3)砂轮修整补偿控制。砂轮修整是因加工工艺的需求,而将砂轮的横截面修整成所需要的形状,常用砂轮载面形状,有两直线一圆弧,一直线两圆弧,三圆弧,如图5所示。
2.2系统功能设计
(1)产品加工功能:送料轴用于控制产品的进给,旋转轴通过直线插补功能,实现与送料轴的同步旋转,用以生产出固定螺距和导程角的产品,砂轮进给轴通过电子齿*能,实现与进料轴固定比例的提升。
(2)修整砂*能:为了提高产品质量,不同的用户会将砂轮修整成不同的截面形状,该功能通过Y轴与Z轴的直线或圆弧插补实现该功能。
2.3 系统概念设计
按自动化程度可分为三种机电组合自动化方案。
(1)纯液压控制型:PLC仅提供逻辑控制,产品的制作和砂轮的修整完全靠液压和机械进行。
(2)普通PLC+液压控制:PLC控制一个旋转轴(A轴)实现工件的分度功能,工件的进给和磨削等功能靠液压及机械完成。
(3)NC(数控加工中心)系统:例如采用三菱的NCE60系统,控制三个轴(X+Y+A)实现产品的制作,主要实现了工件的进给和工件分度功能,砂轮的修整完全靠液压系统完成,是目前自动化程度较高的解决方案之一。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:水轮机叶片造型及数控铣削
- 下一篇文章:数控刀具选择与刀具系统的设计优化