



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

柔性制造技术在汽车行业的发展
测量单元组成
测量单元主要包括工装定位系统、机器人 激光测头=测量系统、系统自检系统(含温度补偿)、控制系统、车型识别系统(柔性化生产线)、数据分析系统等。
工装定位系统:工装定位系统的精度和重复性(如果有单元切换)将直接影响车辆的测量精度,为避免定位系统的偏差影响最终的测量结果,在设计时应做到具有良好的重复性,精度要求也相对较高,有的区域为了达到更高精确,甚至可以采取车身的定位孔为坐标基准点,来消除工装的影响;测量系统:机器人在运动过程中震动影响较大,应制作专门的、牢固的基座,并具有减震功能,机器人的选则需要考量重复精度,一般不能超过0.2mm,因在现场使用,激光测头需要具有一定的防灰尘和焊接飞溅的保护设施。系统自检系统(含温度补偿):由于测量系统是包含机器人、工装、激光扫描头组成的相对复杂的系统,系统受到温度和设备本身重复性的影响较大,因此需要在使用一定的周期后对系统进行精度标定,用来进行温度等补偿,具体做法是采用设置基准球,机器人的测头进行测量校准。
另外,控制系统是保证设备与相关联工位的信号系统的联系,并根据编程情况调用不同的测量程序;车型识别系统(柔性化生产线):柔性生产线,对不同车型的检测要有车型识别系统(通常是采用条码扫描),在前工位进行信息采集,传输至检测工位后根据车型调用不同的测量程序;数据分析系统:现场采集的测量数据应能直接输入至数据分析系统,并采取一定声、光方式对各种尺寸、匹配问题进行报警。
案例分析
如果从CMM测量数据中一点的波动,往往会错失一个重大问题的发现,而在在线监测系统控制下,使问题及改进措施能够清晰呈现。例如,当出现某车型大灯支架批次性波动的问题时,通过调查发现该车型前纵梁尺寸发生变化,供应商新线生产的前纵梁尺寸不符合要求,前纵梁为两条线进行生产;根据零件对比检测,最终确定供应商参照第一条生产线的状态对零件进行整改,使之尺寸状态一致。修复后批次性波动消除。如图4所示。
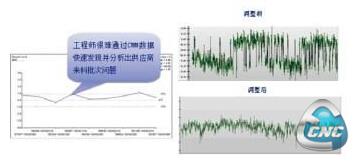
图4 案例分析。
Roller hemming(滚边技术)
包边是将工件在冲压过程中预留的翻边向内侧翻折,从而将外板的待包边紧紧压紧内板,使外板和内板被整合成一体。机器人滚边系统主要包括三大部分:滚边夹具系统、滚轮系统、机器人及其控制系统。将待滚边钢板固定在滚边模具上,滚边头固定到机器人上,通过滚轮将外部钢板的边缘绕里面的钢板进行弯曲,通过滚头施加作用力使滚轮滚动实现包边。
机器人滚边的优点
机器人滚边的模具数量较少,包边单元的投资和维护费用都相对较低;模胎开发比包边模具的开发时间和投入使用的准备时间短;滚边系统具备极高的灵活性,通过滚边头的调整,能进行不同型面的滚边作业;滚边零件的成形精度高,表面质量好;工作状态更容易目视检查和控制。
滚边设备的分类及工作原理
气动滚边头采用气囊或气缸进行压力供给,比例阀调节压力的输出。压力控制过程:设定比例阀IP地址在机器人控制面板输入滚边压力值,根据IP地址输入给比例阀进行后台计算将压力值转化为2进制数组,并将该数组传给机器人,机器人根据该数组让气囊或气缸运动输 出 相应的滚边压力。
弹簧加载滚边头采用弹簧加载滚边头系统可提供有效的滚边压力,从而使滚边质量得到大大的提升。
液压滚边头的滚床起到支撑及对滚轮的导向作用,该种方式主要日系企业普遍采用。
伺服驱动滚头主要是机器人驱动程序控制伺服马达来控制滚轮运动,减小滚边压力,从而减少回弹;轮的转动与机器人手臂线性运动同时进行;最后一道滚边的主驱动同时采用弹簧补偿。
总之,机器人 滚边头的组合滚边技术广泛应用于四门、前后盖包边,天窗、翼子板、轮罩等处的滚边,它改变了传统的压机 冲压模具的方式,冲压模具的劣势在于一套模具只能对一种零件进行包边,结构复杂,开模费用高;压机生产场地占用空间大,能源消耗大,产生噪音、震动等不良的环境影响; 滚边技术很好的解决了包边的柔性问题,一台机器人只要更换滚轮头,使用简单的胎模就可以实现不同类型的工件滚边,而且占用空间小,维护保养简单,切换迅速。所以近几年迅速得到较为广泛的应用。
柔性汽车制造技术前景展望
随着社会技术的进步,一些先进的柔性化技术也迅速被转化应用到汽车行业,如目前比较流行的3D打印技术也不例外。如今,几乎所有跨国汽车企业都采用3D打印设备用于研发环节,这让他们设计更加柔性化,也更易创新。
自2012年年底至今年初,福特官方连续公布了两段视频,介绍他们如何运用3D打印技术柔性化制造模型及零件。开发实体(油泥)模型是研发过程中最好的做法,但这也非常耗时同时也很昂贵。3D打印技术的出现,则让这一切不再是难题。福特工程师们可以自行制造测试部件,让汽车设计过程的运行节奏更为紧凑,产品推向市场的时间更短。
在机器人被大量采用的汽车制造业,结合日臻成熟的工业视觉技术,很多领域将发生革命性的转变,如汽车总装线的内外饰等装配将由人工向“带眼睛”的机器人进行柔性装配所取代。
- 第1页:柔性制造技术在汽车行业的发展(1)
- 第2页:柔性测量系统
- 第3页:测量单元组成
- 上一篇文章:MasterCAM在复杂曲面数控铣削加工中的应用研究
- 下一篇文章:激光干涉仪测量数控机床位置精度