

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

MasterCAM在复杂曲面数控铣削加工中的应用研究
本文介绍了MasterCAM软件的CAD/CAM功能,以饮料瓶模具型腔加工为实例,针对复杂曲面零件数控铣削的工艺特点,运用MasterCAM软件进行了零件的数控加工编程,合理设定了粗、精加工阶段铣削刀具、切削用量、刀具路径等工艺参数,生成了刀具轨迹和加工代码,以实现复杂曲面的数控加工,并通过加工过程模拟仿真验证了复杂曲面——饮料瓶模具型腔数控加工工艺的正确性。
2.2 粗加工
因饮料瓶模具型腔为复杂曲面,在此选用MasterCAM软件带有的曲面加工模块进行加工路径设计,分曲面粗加工和曲面精加工。复杂曲面铣削加工时,粗加工是主要的余量去除方式,约切除70%的加工余量,所耗时间多。因而选择合理、高效的粗加工方式显得尤为必要。这里,粗铣采用挖槽方式,既能快速切掉大部分的毛坯材料,又能使刀具从毛坯外开始加工,防止刀具直接进入工件材料。粗铣中选用直径20mm的平铣刀、采用行切加工方式进行加工。
2.3 半精加工
半精加工选用直径16mm的球头刀、等距环切方式,螺旋下刀,并为精加工预留0.3mm的加工余量。采用球头铣刀及等距环切方式加工都是为了能在加工中更多去除材料,提高加工效率。图2显示了半精加工中的刀具路径。
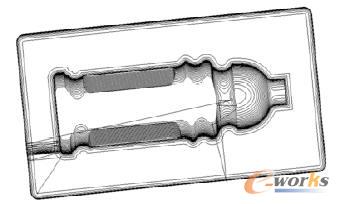
图2 半精加工刀具路径
2.4 精加工
精加工阶段考虑的主要因素是加工精度,因而在保证加工精度的前提下尽可能提高加工效率。针对此零件,精加工与半精加工设置的加工参数大致相同,但背吃刀量更小。为能得到高质量的加工表面,选用直径为10mm的球头刀,加工参数设置如图3所示。
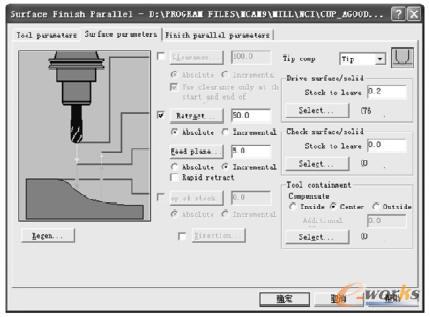
图3 曲面精加工参数设置
图4显示了曲面平行精加工的刀具路径,可见,对于饮料瓶模具型腔这种复杂曲面分别采用上述工艺进行粗加工和精加工之后的加工效果较为理想,加工效率也高,达到了预期的效果。
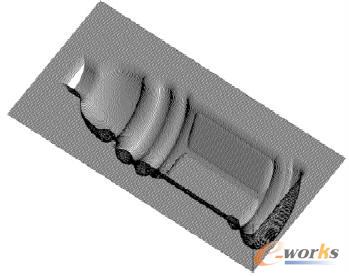
图4 曲面平行精加工刀具路径
- 上一篇文章:金属切削工具发展应用概览
- 下一篇文章:柔性制造技术在汽车行业的发展