



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控机床电气中的HMI控制系统研究
2.功能部件说明
2.1 HMI上位机
H M I上位机采用嵌入式一体化触模式工控机,具备RS485、RS232、网口、USB等多种接口,便于今后的功能扩展,本项目主要考虑采用RS485口(内部含光电隔离)。软件部分采用windows Cg平台下的组态软件,这样不需要进行底层驱动软件的开发(部分仅针对PLC的通信驱动软件需自己开发),介面具有动态画面效率,人机交互信息更具亲合力。主要功能包括:基本参数设置,操作及运行控制,报警信息显示及查询,实时状态信息和厂商信息显示等(如图2)。
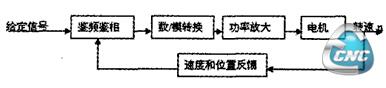
2.2锁相伺服控制系统
锁相伺服控制系统是本数控机床的核心部分。该系统是一个带位置反馈的自动控制系统,系统的基本原理是利用输出量反馈给输入端的信号与输入给定值的偏差值,使系统产生控制调节量去抵消运行误差和扰动的作用,以保持输出量在一定精度范围内跟踪给定量。根据反馈量的不同,可以构成不同的控制系统,当引入频率或相位反馈时,构成我们所称的锁相伺服控制系统。其控制原理图如图2所示。
2.3进刀系统
进刀控制系统主要由进刀控制装置(包括:X/Y/Z轴进刀运动控制电路板)、X/Y/z轴伺服包、X/Y/Z轴驱动电机和相配套的光栅等组成,运动控制器通过RS485/RS422串行通讯总线与上位机连接,收发相关的命令、数据、状态信息等参数,从而控制x/Y/z轴电机完成相应的运动。
3、操作及运行说明
开机后,上位机进入用户登录窗口,操作人员输入用户名,密码,进入主界面。主界面提供“系统功能管理”和“工作主界面”两部分功能。系统管理包括[登录用户]、[退出登录]、[用户管理]、[修改密码]和[退出系统]组成。
主界面由四部分组成:菜单栏,信息栏,操作栏,时间与报警信息显示栏。
菜单栏:菜单栏位于界面最下面,用来控制各界面间的切换,点击即可进入相应界面;信息栏:显示当前设置的参数和系统当前的状态信息;操作栏:各轴目标位的设置和相关动作的设置;时间与报警信息显示栏:显示当前的日期、时间和报警信息。
4使用维护说明
本数控系统具备自诊断功能,并且提供解决方案(会在数控界面控制中显示),供用户参考;厂商信息为系统内部数据转换监视与图纸查看窗口,在系统调试时,可以根据厂商信息窗口实时监视各部件信号是否正常,以方便调试。
本文设计了一种基于HMI控制的数控机床电气控制系统,按部件对其进行了简单的介绍说明。
- 第1页:数控机床电气中的HMI控制系统研究(1)
- 第2页:功能部件说明
- 上一篇文章:航空结构件数控加工变形及其控制策略
- 下一篇文章:激光跟踪仪在复合材料零件检测中的应用