



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

薄壁深腔类零件数控加工工艺
2.4 圆角加工时的刀具路径优化一般的刀具路径,采用的都是等切厚切削,即在一次走刀过程中,径向切深为一定值。但是,在圆角过渡处加工问题较大,在高速加工薄壁结构件时问题尤为显著,可以发现,刀具在圆角处的切削力有显著的突变。我们在试切时发现,刀具在圆角加工时有振动,并且有伴有摩擦刺耳的声音。因为圆弧切削是二轴联动,不能仅改变其中一个方向的铣削参数,在圆弧处最容易出现断刀现象。
针对圆角加工问题,我们提出细化圆角刀具路径的方法。在等切厚时,当刀具由直线走刀过渡到圆弧走刀时,切入角θb会增大。
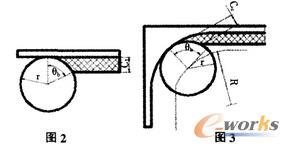
对应公式如下:
直线切削时(图2) cosθb=1-C1/r
圆角切削时(图3)cosθb=1-Cc/r-Cc(r-0.5Cc)/rR
式中θb――切入角
C1――直边铣削时的径向切深
Cc――圆角铣削时的径向切深
r――铣刀半径
R――刀具中心轨迹在圆角处的半径
显然,当C1=Cc时,刀具由直线走刀过渡到圆弧走刀的时候,由于切入角的增大而使刀具与工件的接触面积增大,从而引起切削力的突然增大并容易产生震动。切削力的突变造成刀具和工件的加工变形增大,零件的尺寸误差加大,而切削力的震颤则会在圆角处产生振纹,影响零件的加工质量。为了解决这种问题,我们可以对刀具路径进行优化,可以通过手动改变切削参数,来达到优化的效果。也可以通过CAM软件(如UG等)来设定好加工路线,这样比手工编制更快捷,这也是今后机械加工的趋势。
2.5 加工方法的选择工件在试切时,我们发现顺逆的效果要比逆铣时好。因为逆铣时,切削厚度是由薄到厚,在切削刃刚接触工件时后刀面与工件之间的摩擦较大,容易引起振动,在拐角处会出现严重的斜向振纹;顺铣则刚刚相反,虽然顺铣的切削力稍大于逆铣的切削力,但是在切削拐角处不会产生明显的振纹。不过顺铣时切削厚度是由厚到薄,对工件和刀具的冲击力较大,在加工时尽可能减少刀具的悬伸长度和增加工件的刚性。
3典型零件铣削加工时工艺处理方法
图4就是一个典型的薄壁深腔型零件(由于是军品零件,为了零件的保密性,省去尺寸和表面粗糙度),制定的工艺路线为:先将零件粗铣一个129×103的通腔,然后进行一次热处理,这样既保证了零件在精铣时的刚性,又释放了大部分的材料应力,减小了零件在精加工中过程中的变形。精铣时,先加工较深一侧的型腔,用未加工部分作为支撑,保证零件的整体刚性。先用?准6的加长钻头(160mm长)钻出六个安装用的孔(这六个孔分布在底面台阶上),再分别选用两把?准20的铣刀加工零件的侧壁,其中一把悬伸较短,加工侧壁的上半部分,另一把?准20的铣刀悬伸116mm,加工侧壁的下板部分,由于刀具直径较大,加工工件侧壁时,刀具还能保持一定的刚性,减少刀具的振动,保证了工件侧壁的表面质量;在铣削型腔圆角时,为了减少工件对刀具的冲击,减小振动,避免在圆角处产生振纹,必须使刀具在切削工件圆角时进行减速,通过CAM软件的参数设定,优化了切削参数(圆角参数优化设定见图4右侧),把切削速度逐步降低到直线铣削时的30%。最后,选用?准12的加长立铣刀进行清角加工,保证工件根部圆角的设计要求,由于工件圆角处已经钻了一个?准6的孔,此时,就可以采用插铣的方式来对工件进行清角。
先加工型腔较深一侧的型腔,使刀具刚性最差时,能最大程度的保证工件的刚性,后加工型腔较浅一侧的型腔时,可以选用直径较小的刀具,刀具悬伸也可以缩短,工件内部用衬垫支撑住,既保证了工件的刚性,又减小了刀具切削力,从而使整个零件在加工过程中变形较小,保证了零件的加工质量。在实际加工中,我们采用了这种方法,取得了良好的效果。
- 第1页:薄壁深腔类零件数控加工工艺(1)
- 第2页:薄壁深腔类零件数控加工工艺(2)
- 上一篇文章:航空结构件数控加工变形及其控制策略
- 下一篇文章:激光跟踪仪在复合材料零件检测中的应用