



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

自动化无人工厂的方案设计
水泵端盖毛坯由(2)门式机器人的机械手从(1)自动料仓中抓取出来,快进到第一工序的车床OP10 的工件等待区,当OP10 车床完成第一工序OP10 加工后,机器人进入到车床内部,定点到工件交换区,先将加工完成的零件卸下,机械手头部转动90°后将毛坯件送到车床卡盘中,然后退出车床,快进到(5)翻转工位,该工位完成零件的翻转180°动作,机器人抓取翻转后的零件快进到第二工序的车床OP20 的工件等待区,当车床完成零件的第二工序OP20 的加工后,执行和第一工序相同的动作,将零件进行交换,然后机器人将第二工序完成的零件放到(6)输送托盘上,托盘上有定位装置,将零件进行中心定位。输送托盘将零件输送至加(9)加工中心的上料位置,需要上料时由(8)门式机器人抓取,快进到(7)角定位工位完成零件的角向定位,然后由机械手抓取,送到加工中心的工件等待区,加工中心工序完成零件的第三工序OP30 的加工,第三工序有三个工位,一次装夹后全部3 个工位的加工,当需要上料时,先移动到OP30 的第一工位和加工完成的零件进行交换,然后放到翻转工位进行翻转180°,再将翻转后的零件与第二个工位的零件进行交换,以此类推和其他2 个工位依次进行零件交换,最后把全部加工完成的零件放入到(10)工件清理工位进行清理,然后放到(31)集中输送托盘上,至此水泵端盖零件的全部工序完成。
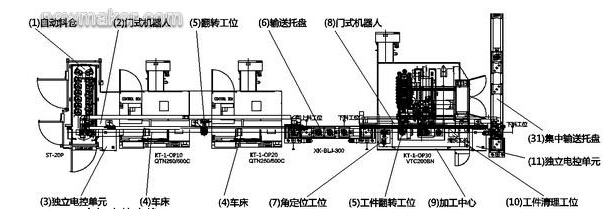
图3
1.2 压环支线的工艺过程
压环支线生产节拍为1 分钟,配备一个6 工位的料仓,可以一次装填300个零件,单次填装可以连续工作5 个小时。关于压环的加工,也是分两道工序,使用机器人进行装卸。同时在第一工序切断时,我们使用尾座做为辅助机构,即先用尾座撑住准备切断的部分后再进行切断。压环采用5 个零件共用一段毛坯料,第一序车床连续加工5 个零件后,再由机器人进行上料,继续下一个循环的加工。当第一序车床OP10 完成一个压环的第一工序OP10 加工后,(22)尾座气爪移动到工件加工区,内撑卡住压环零件,与主轴一起旋转,机床刀具进行切断加工,然后尾座气爪移开,(23)门式机器人的机器人水平旋转180°后进入到车床内部,与尾座气爪进行工件交换,然后退出机床,车床OP10 开始进行下一零件的加工,机器人同时快进到第二序车床OP20 的待加工区,水平旋转180°,垂直旋转90°,当第二序车床加工完成后,机器人进入到车床内部进行工件交换,完成后进入(26)零件件的清洗工位,对零件进行清理,之后放到(31)集中输送托盘上的有水泵端盖零件和压装工位定位夹具的托盘上,然后机器人回到起始的等待位置,托盘和定位夹具一起移动到压装工位进行压装,压装工位的传感器进行测量,不合格的零件丢入收集箱,合格的零件进入打标工位进行打标后进入下一工位。水泵端盖零件在进入压装工位之前有抽检工位进行质量控制。
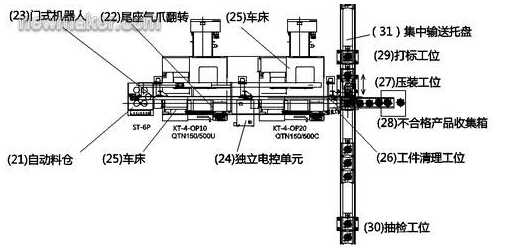
图4
1.3 水泵端盖组件支线的工艺过程
水泵端盖组件支线的生产节拍是1 分钟,直接从(31)集中托盘上取料,不需要料仓,可以连续工作。水泵端盖和压环加工完毕后还需要进行压装,压装完毕的工件(水泵端盖组件),还需要进行环形槽部分的挤压和内孔部分的精车(考虑到压装和挤压变形,内孔配合尺寸必须要再精车一次)。由(41)门式机器人从(31)集中料道的托盘上取料,快进到车床的待加工区,当车床完成加工后,进入到车床与加工完成的零件进行交换,然后将加工完成的零件放到(130)检漏工位,由工件由检漏设备压紧,并通上接头打压试漏,对不合格的零件输出到不合格零件收集箱,合格的零件推入到(45)输出料道上输送到工件收集区,进行最终检测和收集,至此水泵端盖组件的全部工序完成。
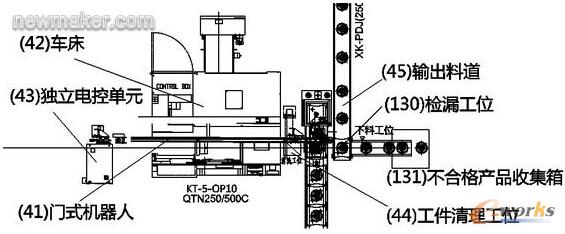
图5
- 第1页:自动化无人工厂的方案设计(1)
- 第2页:自动化无人工厂的方案设计(2)
- 第3页:内外轴承组件生产线
- 第4页:水泵座生产线
- 上一篇文章:PowerMILL在注射模设计制造中的应用
- 下一篇文章:PLC在机械手控制中的应用