



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

三菱系统数控铣床编程技巧5则
3 铣削正弦曲线槽
铣削正弦曲线时通常会考虑把x设为变量,y作为变量的函数。但如果采用下述方法则编程非常简单。
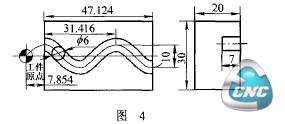
以图4为例,该曲线槽的中心线是正弦曲线,周期为31.416,振幅为10,在工件上有1.5个周期。编程时,可把此正弦曲线看作轴线平行于X轴的空间螺旋线在XY平面上的投影;加工时,利用机床的“z轴锁住”功能使z轴参与运算而不运动。工件坐标系的原点设在左边中点以外的四分之一周期处(31.416/4=7.854)。程序如下:
G54 G90 G0 X0 Y0
S1000 M3 Z-7
M0(这一行不能省去)
G19 G2 X62.832 J5 P2 F200
M30
%
程序运行到MO时,机床处在暂停状态。此时操作者按下“z轴锁住”键,再按“循环启动”键让程序继续执行。由于z轴不再运动,机床便在XY平面内插补出正弦曲线。程序执行完后,按灭“z轴锁住”键,手动将z轴升起直到离开工件上表面(实际加工时必须先用Φ5mm的铣刀粗铣,再用Φ6mm的铣刀精铣至少两遍,否则由于让刀现象会把槽铣宽而无法使用)。
4 逻辑型变量用作数据
逻辑型(也称作布尔型)变量表示“真”和“假”。计算机中用1表示“真”,0表示“假”。对两个数进行等于、大于、小于的比较后将得到布尔值。在数控编程中,布尔值同样可以作为数据参与运算,从而可以简化程序。
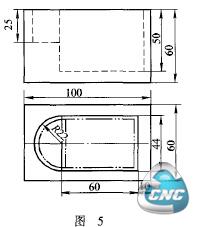
例如,铣削如图5所示内腔侧壁。毛坯采用铸件,单边有2mm左右余量(俯视图中以双点划线表示)。分层铣削,每次在z方向进5mm。工件原点在上表面左上角。
G0G54G90X65Y-30
S1000M3210F200D1
#l=5
WHILE[#1LE50]D01
G0Z-#l
GlG41Y-8
X30
G[#1 LE 25]*2+1 Y-52 R22
X90
Y-8
X65
G40GOY-30
#1=#1+5
ENDl
G0Z150M5
M30
%
程序中G[#1LE25]*2+1 Y一52 R22一句的意思是如果深度没有超过25mm,则走R22mm的圆弧,超过25mm则走直线。“#1LE25”表示判断#1是否小于等于25mm。#1是z方向的深度,当#1≤25时,[#1LE25]的值是1(“真”),G后面的表达式[#1LE25]*2+1的值是3,这一行程序相当于G3,即走圆弧;当#1>25时,[#1LE25]的值是o(“假”),G后面的表达式[}}1LE25]*2+1的值是1,这一行程序相当于G1,即走直线。
5 利用补偿量简化编程
在手工编程时,应尽量避免计算切点的坐标。因为切点坐标不仅计算量大,而且不利于在机床上调整程序。在遇到非直角的圆弧过渡时,尽可能地使用数控系统的倒圆角功能,并配合半径补偿功能,以简化程序。
例如,要铣削如图6所示的凸台,为了避免计算各切点坐标,可按中心线编制程序再进行偏移,编程就很方便了。工件原点在左上角。
G54 GO G90 X40 Y-6
S800 M3 ZO
G1 G41 D1 X16 F150
Y[-48+12.5/TAN[30]],R13
G39 Y-48 G91 X12.5
X-12.5Y[12.5/TAN[30]],R13
G39 G90 Y-16
Y-17
G40 X40
GO Z100M5
M30
%
需注意,补偿量D1的值不是刀具的半径!而是铣刀半径与要铣出的形状的宽度的一半的和。例如,用Φ10mm的立铣刀,则D1的值是5+8=13(mm)。如果用jΦ8mm的立铣刀,则D1的值是4+8=12(mm)。程序中G39的作用是拐角处补偿成圆弧。
以上各程序所举的例子均是生产中的零件(或零件的一部分)。程序虽然是在三菱系统数控铣床上运行的,但这种编程思路对于其他数控系统也有一定的借鉴意义。
- 上一篇文章:基于PLC控制在数控切割机床上的电气实现探讨
- 下一篇文章:基于CAXA的圆柱凸轮沟槽设计与加工