

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控平旋盘自动更换数控软件的开发与应用
本文针对数控平旋盘非1:1传动比的手动更换弊端,从平旋盘的结构和更换要求入手,以SimensS40D数控系统为例,深入分析数控系统对机床轴的控制过程,提出采用第二传动比解决平旋盘速度同步问题。提出采用无实际驱动器控制的模拟轴,实现平旋盘实际位置的保持记忆,解决平旋盘自动交换的关键技术口通过编制NC宏程序,实现数控平旋盘的一键自动更换的开发口该自动更换数控软件开发,适用于具有任意传动比平旋盘,并且使工件的加工编程以及对平旋盘的控制变得相对简单,通过在大型落地镬数控机床上的应用,节省了辅助时间,提高了加工效率。
3 自动更换数控软件开发及应用
数控平旋盘自动更换需要NC、PLC及操作者三方协作共同完成。为实现平旋盘快捷、方便的自动更换,将平旋盘装载子程序及卸载子程序集成到附件头自动交换程序中,当主轴及平旋盘的实际参数与系统匹配后,只需执行PXP_LOARD指令、即可进行平旋盘的自动安装,执行PXP_ UNLORD指令进行平旋盘自动卸载。
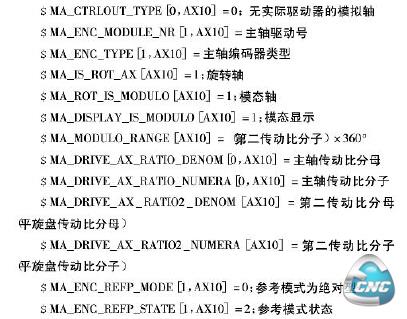
3.1 模拟轴的实现
无实际驱动器的平旋盘模拟轴,可保证机床任意情况下实时记录平旋盘位置。以第10轴作为平旋盘模拟轴Q为例,匹配参数如下:
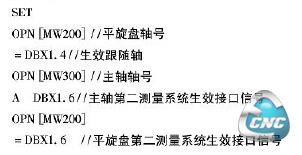
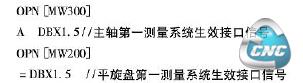
3.2 模拟轴跟随功能
采用模拟轴,通常会产生系统给定值与反馈值不一致,从而导致系统报警,机床不能正常运行。通过PLC编制相应的程序,实现模拟轴的跟随功能,可以有效防止该现象的发生。具体程序如下:
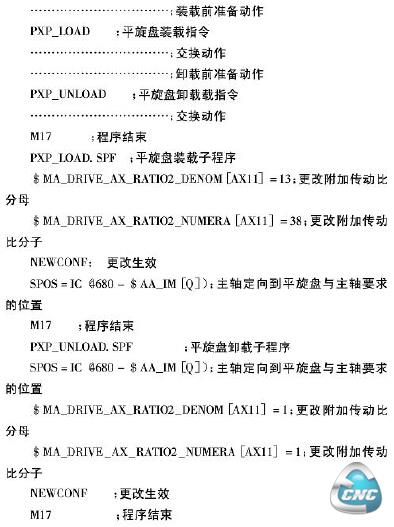
3.3 平旋盘自动更换数控软件开发
以速度同步和位置同步为基础,通过一键自动装、卸载平旋盘,实现平旋盘自动交换数控软件的开发口以传动比为13;38的平旋盘为例,平旋盘为10轴,轴名为Q;主轴为11轴,轴名为C。口则自动交换程序格式简述如下:
4 结语
平旋盘自动更换数控软件的开发,适用于具有任意传动比平旋盘,尤其对于非1: 1传动比的平旋盘,能够保证工件加工程序的通用性,避免二次编程的繁琐。
平旋盘的控制变得相对简单。缩短了NC , PLC换头程序的调试周期,对于平旋盘的更换,只需在数控系统内装入两个子程序,通过一键即可实现自动更换口
目前,该数控软件已经成功应用simens840D数控系统的大型落地铣镬数控机床上,取得良好的运行效果,节约了辅助时间,提高了机床加工效率。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:程序传输&数据收集监控--Multi-DNC
- 下一篇文章:数控机床数据采集和监控MDC