



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于双端RAM的数控软件的设计与开发
2 数控软件的设计
设计友好的用户界面是数控系统工业运行不可忽视的重要因素。由于操作者已习惯传统数控系统操作面板及相关术语和指令系统,故基于方便终端用户使用的考虑,在开发本数控软件时,必须将其在工作原理方面的特点隐藏在系统内部,而使提供给用户或需要用户处理的信息尽可能与传统数控系统一致。这些信息通常包括操作面板的显示、数据程序代码和坐标定义等。用户界面的开发主要工作集中在双端RAM 的通信功能,通信程序是利用Delta Tau公司提供的Pcomm32 动态连接库和PTALKDT 控件编制的。Pcomm32囊括了主控制器同DSP 通信的所有方式,而且将其主要函数进行分类、封装,最终形成ActiveX 控件- PTALKDT。利用Visual C + + 开发应用软件中嵌入PTALKDT,可以制作出友好的用户界面。所制作的用户界面采用模块化设计,包括手工编程模块、程序下载模块、参数设置模块、手动调整模块和自动加工模块及其它辅助功能模块。
1)手动编程模块
VC 中的MFC 提供一个文本编辑类CeditView,利用它几乎不用编写什么代码,便能生成一个类似NotePad 的文本编辑器,虽然它没有Word 的文字处理功能强大,但用来编辑NC 代码已经足够。在编辑窗口完成NC 代码所有编辑操作,可以进行语法检查,将检查结果以对话框的形式告诉操作者语法错误信息。
2)程序下载模块
经过语法检查、格式转换的NC代码程序可以下载到双端RAM二进制循环程序缓冲区中,将ASCII码转换为二进制形式,然后由双端RAM送到DSP的循环运动程序缓冲区。循环运动程序缓冲区允许在程序执行期间对程序行进行下载,并覆盖已经被执行的程序行。这就能够连续执行比DSP的存储空间大的程序,并且实时下载程序行。下载程序流程图见图1。
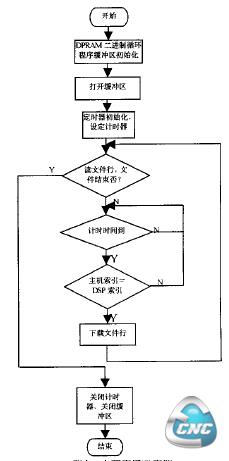
图1 下载程序流程图
3)参数设置模块
参数设置模块完成并联机床一些加工工艺参数的调整设置工作并对运动控制器进行相应的设置。为防止非专业人员修改参数,在进入参数设置模块前提示输入密码。参数设置包括四部分:控制参数、位置参数、系统参数、刀具参数。控制参数主要是对运动控制器中PID调节进行设置。位置参数设定工件坐标系、机床坐标系的相对位置及参考点位置等。系统参数是主要机床加工工艺上的参数定义。刀具参数是选择刀具的型号,尺寸。该模块把输入的参数存至双端RAM特定的内存地址上。
4)手动调整模块
手动调整模块与操作面板相似,可以对单个轴进行点动、回零控制,还可以在单轴运动过程中开关主轴、冷却液及刀具,并可对主轴和进给转速进行修调。在单轴运动过程中将所选轴的位置信息实时显示出来。手动调整界面见图2。
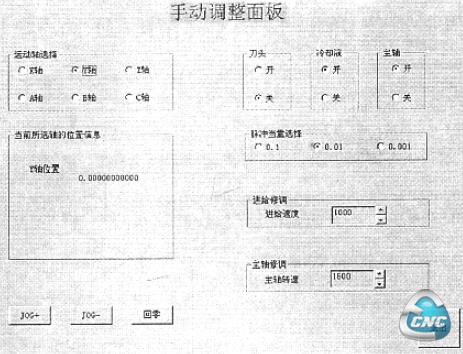
图2 手动调整界面
5)自动加工模块
程序下载后就可选择自动加工命令,它向DSP发出命令执行程序缓冲区中的程序,同时将界面按显示方式切换为自动加工的页面。可以按三种坐标方式,两种字体方式选择显示方式,通过对话框选择。自动加工模块在加工过程中从双端RAM中实时取得坐标位置、电机转速并将其同步显示出来。选择大字符时,仅在页面上显示坐标位置和电机转速,选择小字符时,还会将运行程序和正在执行的程序行显示出来。坐标方式分机床坐标、工件坐标和杆件坐标三种。坐标位置会根据所选方式进行坐标变换和运动学变换,然后在页面上显示出来。显示字体方式为小字符,当前坐标为机床坐标的自动加工界面见图3。
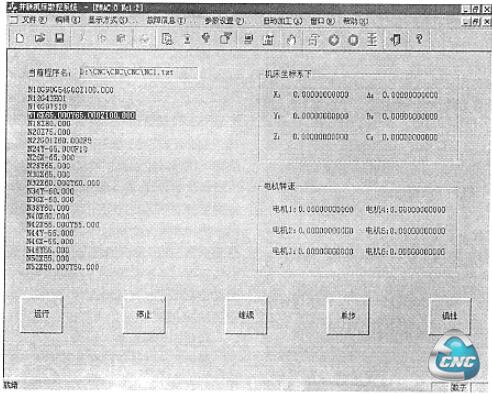
图3 自动加工界面
3 结 论
数控软件运用现成的NC 程序,对应用推广有现实意义。将原理方面的特点隐藏在系统内部,提供给用户处理的信息与传统数控系统一致,使操作容易,为数控系统的工业运行提供了必要条件。用户界面实现模块化设计,便于以后功能扩展。
- 第1页:基于双端RAM的数控软件的设计与开发(1)
- 第2页:数控软件的设计
- 上一篇文章:面向螺旋转子四轴数控加工的自动编程数控软件开发
- 下一篇文章:全数控锥齿轮铣齿机切齿数控软件开发