



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控铣削加工中刀具半径补偿的有关问题
建立刀具半径右补偿的有关指令如下:
N30 G17 G01 G42 X0 Y0 D01;建立刀具半径右补偿。
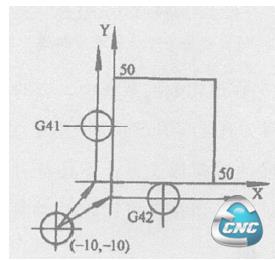
图3 建立刀具半径补偿
(2)刀具半径补偿的取消与建立刀具半径补偿过程类似,在零件最后一段刀具半径补偿轨迹加工完成后,刀具撤离工件,回到退刀点,在这个过程中应取消刀具半径补偿,其指令用G40。退刀点也应位于零件轮廓之外,距离加工零件轮廓退出点较近,可以与起刀点相同,也可以不相同。在图3中假如退刀点与起刀点相同的话,其刀具半径补偿取消过程的命令如下:
N100G01X0Y0;加工到工件原点。
N110G01G40X-10Y-10;取消刀具半径补偿,退回到退刀点。
(3)注意事项
☆ G41、G42 为模态指令;
☆G41(或G42)必须与G40成对使用;
☆编入G41(或G42)、G40程序段,用G01(G40 程序段亦可用G00,但一般用G01)功能及对应坐标参数;
☆ G41(或G42)与G40 之间的程序段不得出现任何转移加工,如镜像、子程序加工等。
3 刀具半径补偿量的变化
在刀具半径补偿代码中输入的刀具半径补偿量是一个标量数值,而数控系统内部认定的补偿量是一个补偿矢量,补偿矢量由数控系统自行计算。补偿矢量的大小与刀具补偿代码指定的补偿量相等,其方向在每个程序段中随刀具的移动不断变化。
刀具半径补偿量的变化一般在换刀时出现。对连续的程序段,当刀具半径补偿量变化时,某一程序段终点的矢量(同时也是下一程序段起点的矢量)要用该程序段指定的刀具补偿量进行计算,如图4 所示。
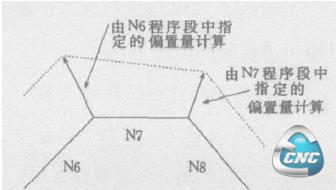
图4 刀具补偿量的计算
4 刀具半径补偿量的正负与刀具的刀心轨迹
在数控程序的编制中,一般我们把刀具的半径补偿量在补偿代码中输入为正值(+),如果把刀具半径补偿量设为负值( —) 时,在走刀轨迹方向不变的情况下,则相当于把数控程序中的补偿位置指令,G41、G42 互换,即加工工件外侧的刀具变为在内侧加工,如图5a、图5b 所示。在加工表面不变的情况下,刀具走刀轨迹方向将发生相应的变化。
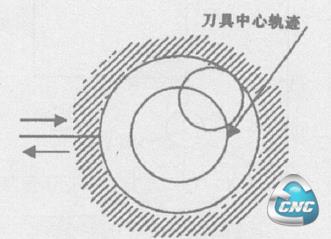
图5 刀具半径补偿量与刀心轨迹
- 上一篇文章:CAXA软件在砚台创新设计中的应用
- 下一篇文章:数控加工中心自动换刀系统