



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PC机的DNC传输软件的开发
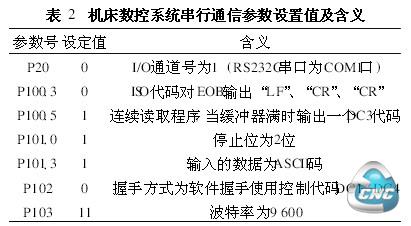
3 机床数控系统参数设置
串行通信过程中通信双方必须按照相同的通信协议才能实现数据的正确传输,其中数控系统是以系统参数的形式完成串行通信参数的设置的。针对本次研究中所使用的FANUC 0i-MATE-MC数控系统,其必须设置的串行通信参数如表2所示。
串行通信过程中对于数据位和奇偶校验也需要进行正确的设置,FANUC 0i-MATE-MC数控系统对这两个参数有其固定值,无需对其进行设置。但是在使用VB软件编程时必须知道该数控系统中数据位和奇偶校验的设置情况,否则无法进行正确的通信。通过查阅该数控系统的使用说明书可以知道其数据位为7位,可以表示ASCII码为0-127的字符,由于数控加工程序的指令均为ASCII码0-127的字符,因此在VB软件中也应使用7位数据来传输各个字符。同时该型号的数控系统不进行奇偶校验,因此VB软件中也应设置无奇偶校验。
4 VB程序的设计方法
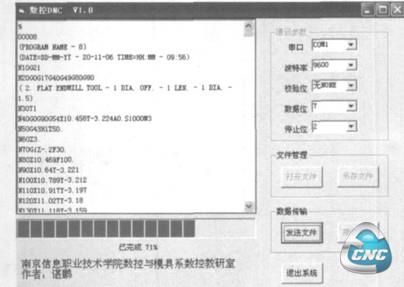
图1 数控DNC软件运行界面
本次研究使用的编程软件为Visual BASIC 6.0,考虑到该DNC软件应简单易用,因此使用了单一编程界面(SDl),所有的操作选项均按类别分类。编程中使用的主要控件为RichTextBox、ProgressBar、ComboBox、CommonDialog和MSComm。RichTextBox控件的功能为显示加载的数控加工程序文本;ProgressBar控件的功能为显示发送程序的进度;ComboBox控件的功能为提供各通信参数的选择操作;CommonDialog控件的功能为产生文件打开与保存的对话框;MSComm控件的功能为通过PC机的串行通信接口实现数据的收与发。该DNC软件提供了两大功能:一是微机发送数控加工程序至机床,实现DNC加工;二是微机读取机床发送出的数控加工程序,实现机床程序存储区的备份。下面对该软件运行的主要流程和各功能的关键设计方法进行介绍,其运行界面如图1所示。
4.1 软件运行的主要流程
发送文件时,应通过CommonDialog控件及相关代码生成打开文件的对话框,并将选中的文件内容加载至RichTextBox控件的文本显示区域内,最后通过按下发送文件按钮将数控加工程序发送至数控系统。接收文件时,当按下接收文件按钮后将通过CommonDialog控件及相关代码生成保存文件的对话框,并选择保存路径,然后进入等待接收状态,一旦有数据进入即开始接收,接收完毕后将自动保存文件至相应的路径,图2为发送与接收过程的设计流程图。
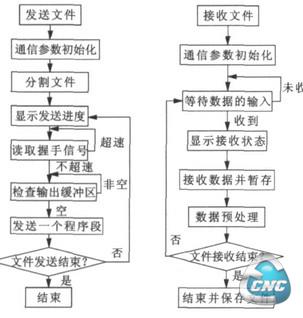
图2 发送与接收过程的设计流程图
4.2 各功能的关键设计方法
4.2.1 分割文件
发送给数控系统的数控加工程序的容量可能比较大,考虑到MSComm控件发送缓冲区的大小不可能设置太大(此处使用默认的512字节),因此必须对数控加工程序进行分割,分多次进行发送。此处可采用FOR循环结构来实现多次的发送,而循环的次数由文件总大小和每次发送数据的大小来决定,考虑到数控系统串口的接收缓冲区比较小,如果一次发送的数据过大则会使其缓冲区溢出并产生报警,此处可设置每次发送数据的大小为200字节。
- 第1页:基于PC机的DNC传输软件的开发(1)
- 第2页:机床数控系统参数设置
- 第3页:软件握手的实现
- 上一篇文章:基于UG数码相机前盖注塑模具设计与数控加工
- 下一篇文章:数控直流电流源的设计与实现