



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

NX在航空发动机机匣铣加工中的应用
五、机匣多轴铣加工应用
1.主型面铣加工编程
机匣零件外部主要型面为圆柱形或圆锥形表面,安装座分布的占比相对较少,因此首先要进行大面积型面的铣加工。多轴加工编程模块对机匣外表面的大面积加工非常方便,操作也很简单,使用可变轮廓铣操作,进行简单的选择和设置就能完成该类加工。图7所示为可变轮廓铣基本界面,在几何体选择零件设为部件、选择要加工的面作为切削区域;选择曲面驱动,在曲面驱动方法中选择驱动几何面,设置切削方向(加工进给方向)、步距等相关内容;刀轴一般选择垂直于驱动体即可;最后设置切削运动、进退刀运动以及切削参数等相关内容。高亮的大面设置为切削区域,也作为驱动面,其他设置完成后生成刀轨,如图8所示。
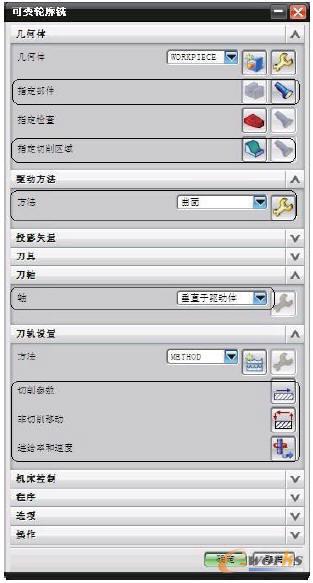
图7 可变轮廓铣操作界面
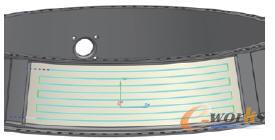
图8 主型面铣加工刀轨
2.边缘清根编程
完成机匣零件外型面的大面积加工后,余下安装边、安装座和加强筋等局部区域的根部圆弧和侧壁面的小余量加工,需要编制清根程序。NX中编制清根程序的方法较多,使用固定轴轮廓铣、外型轮廓铣、顺序铣以及选择可变轮廓铣中的侧刃驱动等方式,都可完成机匣零件清根精加工操作。
某安装座,其外侧壁与孔的轴线平行,方向固定不变,因此使用固定轴轮廓铣操作较为方便。选定固定轴轮廓铣操作后(图9),指定零件为加工部件,将高亮面设为切削区域,选择边界驱动方式,其中安装座端面轮廓线作为驱动线,且切削模式选择为轮廓,设定附加刀路;将孔的轴向设定为刀轴矢量;完成切削移动、非切削移动和切削参数等设定后,生成数控刀轨,如图10所示。

图9 外型轮廓铣操作界面

图10 固定轴清根铣
外型轮廓铣是更为简单快捷的侧壁加工操作,只需指定加工部件、底面和所要加工的侧壁,同样可以完成上述操作。顺序铣是相对较为复杂的侧壁和根部圆角的清根加工操作,但以其刀轴的控制优化和刀轨的平滑性,在机匣加工的清根操作中也经常使用,能提高零件表面加工质量。
六、结语
航空机匣零件是外形和空间结构比较复杂的环形零件,加工工序较多,工艺路线较长,工序模型的创建和数控程序的编制都是比较繁琐和复杂的工作。通过使用NX软件强大的建模功能和独特的同步建模功能,能够大大简化创建数控加工工序模型的工作量;利用NX软件直观的交互式数控编程功能,可以快捷地编制空间点位和空间型面的复杂数控加工程序,满足大部分零件数控加工编程的要求。
- 第1页:NX在航空发动机机匣铣加工中的应用(1)
- 第2页:多轴铣加工模块
- 第3页:机匣多轴铣加工应用
- 上一篇文章:基于PLC控制的刀具库自动选刀的设计
- 下一篇文章:NX在锻管复合型面数控加工中的应用