

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

复合材料构件自动铺带数控编程系统研究
复材构件手工成型时,预浸带经剪裁后手工铺叠、压实到模具表面。随着复材构件在现代大型飞机上广泛应用,人工铺放工艺已难以满足实际需要,急需自动铺带技术来提高生产效率,改善制造过程的可控制性,降低成本以及提高产品质量。
3 铺放操作加工轨迹计算
根据预浸带在自动铺带头中切割、铺叠的不同实现形式,自动铺放有两种工作模式,分别为一步铺带法、两步铺带法。一步铺带法中铺带头集成了切割系统和铺叠系统,在铺放过程中完成预浸带的精密切割,即“边切边铺”。两步铺带法则将预浸带切割与铺放分离:在铺放前,先由下料机按所需带形完成预浸带的切割与排序,然后再由铺带机完成预浸带铺放,即“先切后铺”。
铺放操作主要实现工序分配(A工序与B工序)、铺放方式(单向与双向)、安全平面、进/退刀高度、进给速度、压力、最大步长、最大弓高与最大角度等信息的设置,并且能够对铺放顺序与铺放方向进行调整。
铺带编程中关键控制点为铺放数据点和切割数据点。铺带规划(自动铺带软件的CAD部分)生成每条铺带的中心线,铺放操作实现按照铺带中心线进行铺放的加工轨迹。
铺带中心线上相邻两点的步长、弓高与角度的示意图如图2所示。
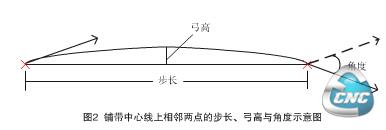
(1)最大步长:相邻两点的直线距离的最大值,数学表达式为:
(2)最大弓高:相邻两点所夹的曲线段上的点到相邻两点所形成的直线的距离的最大值,数学表达式为:

(3)最大角度:相邻两点在曲线上的切向所形成的角度最大值,数学表达式为:

最大步长、最大弓高与最大角度,为求解铺放轨迹的离散点提供依据,要求求解的铺放轨迹任意相邻两点的步长、弓高与角度必须在最大步长、最大弓高与最大角度范围内。压辊可以快速地从当前位置移动到安全平面,进刀/退刀高度是铺放起始点沿法向方向上的距离。
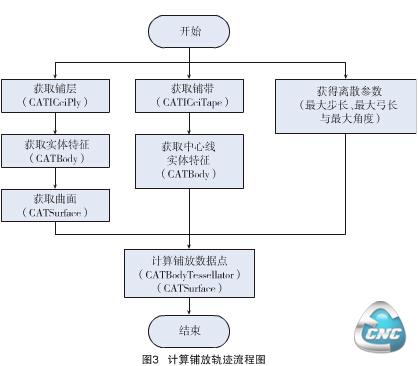
根据设置的铺放工艺参数,结合CAA接口即可计算铺放轨迹离散数据点。计算铺放轨迹流程见图3。
- 第1页:复合材料构件自动铺带数控编程系统研究(1)
- 第2页:铺放操作加工轨迹计算
- 第3页:超声切割操作加工轨迹计算
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:数控机床在线测量技术研究
- 下一篇文章:检测元件造成的数控机床故障