



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控机床在线测量技术研究
机床在线测量过程
1 工作原理
在线检测系统中直接影响精度的关键部件是测头,具有搜索前进的能力的触发式测头最为常用,向数控系统提供触发信号以获得触发点的坐标。测头系统最关键的一个功能是可生成程序中断指令,当测头测端与被测工件接触时,测头系统向数控机床发送一外部中断请求(该中断请求由测头触发信号提供)。当机床控制系统接收到中断后,便通过定位系统锁存此时测端球心的坐标值,以此来确定测端与被测工件接触点的坐标值。测头系统检测过程如图4所示。
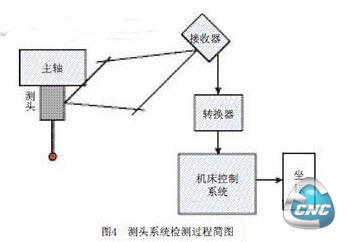
接触式测头较其他测头拥有更高的测量精度,同时接触式测头由于结构简单、使用方便、制造成本低以及较高的触发精度等优点,在数控机床在线检测系统中被广泛应用。
在线检测运动是通过输入到数控系统中的数控检测程序的控制实现的。由于数控机床采用的数控系统不同,其控制方法和编程代码等有所差别。
2 测头定位
为使数控机床能够准确、高效、快速地完成每一次的在线测量,在一次测量任务中需多次测量触发。根据测头在一次测量过程中运动,需设定3种距离,如图5所示。
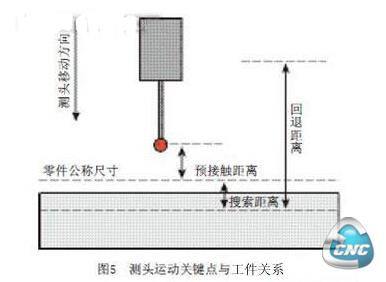
(1) 预接触距离。该距离是指测头中心到被测工件表面公称尺寸上接触点的距离。在测头进入预接触距离前,测头快速运动。
(2) 搜索距离。该距离设定了测头从零件的公称尺寸开始沿进入被测零件材料内部方向的最大距离。如果测头在这段距离运动中触发,机床将锁定触发点的坐标。在搜索距离阶段,测头应以给定的测量速度运动。
(3) 回退距离。该距离是测头接触到被测表面后沿反方向回退的距离。测头接触被测表面后,为了避免移动过量而折断,测头需要反方向退出一段距离,同时回退距离必须足够大,以保证测头能安全地到达下一个预接触点或定位点。在回退距离阶段,测头以回退速度退回。
为满足测头各个运动阶段的不同需求,在测量过程中对应了3种距离,包含3种速度,即定位速度、测量速度和回退速度。测量速度应取值较小,以减小测量值的误差,同时避免折断测杆。在测量过程中为提高测量效率,可以将定位速度和回退速度取值较大,从而保证以较快速度移动测头,减少测量时间。
为避免测头在碰触到被测表面后仍向前运动而折断测杆,机床测量会在接收到触发信号之后将剩余行程删除。剩余行程删除,即测头在已编程行程运动过程中接收到触发信号时,记下当前坐标值之后跳过未完成的动作,继续执行下一行代码。
目前,数控系统一般均提供了基本的测量指令,或测量系统的开发单位或人员也会提供部分已封装好的测量指令供用户使用。
3 检测路径规划
数控机床在线测量系统是一种通过采样来进行测量的系统。因此采样点的数量和分布情况将直接影响测量结果,对自由曲面的测量尤为重要。对整个被测表面全部进行采样是不现实的,为提高测量结果可信度,通常会采用增加检测点数目的方式,但获得高准确度的同时也会极大降低测量效率。因此如何规划高效、准确的检测路径成为关键所在。
机床在线测量在规划检测路径时,在满足测量精度要求的基础上尽可能提高测量效率,即在满足测量精度的前提下,以最短的测量路径检测最少的测量点。以圆柱面测量为例,把测头定位到型面的中心线上,采用四点测量方法便可以获得高精度的测量结果。该测量方法对内孔测量也同样适用,详细测量路径见文献。
在路径规划要求的指导下,平面测量、凸台/凹槽测量以及角度测量等均已有确定的测量路径规划方案,详见文献。
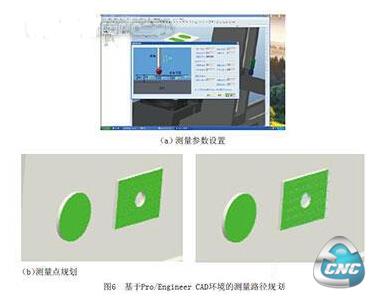
当进行复杂测量时,则编程人员需要对CAD系统进行二次开发,根据基本测量原理在CAD环境中进行人机交互测量路径规划和编程,图6为哈尔滨工业大学基于Pro/Engineer CAD环境进行二次开发进行人机交互所规划的测量点和测量路径。
- 第1页:数控机床在线测量技术研究(1)
- 第2页:机床在线测量过程
- 第3页:测量误差分析
- 上一篇文章:数控金属切削加工中控制表面质量的几种方法
- 下一篇文章:复合材料构件自动铺带数控编程系统研究